Finitura di isole circolari (ciclo g215) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 284
282
8 Programmazione: Cicli
8.
4
C
ic
li
p
er
l
a f
re
s
at
u
ra d
i t
as
c
h
e
, i
s
o
le e
s
c
an
al
at
u
re
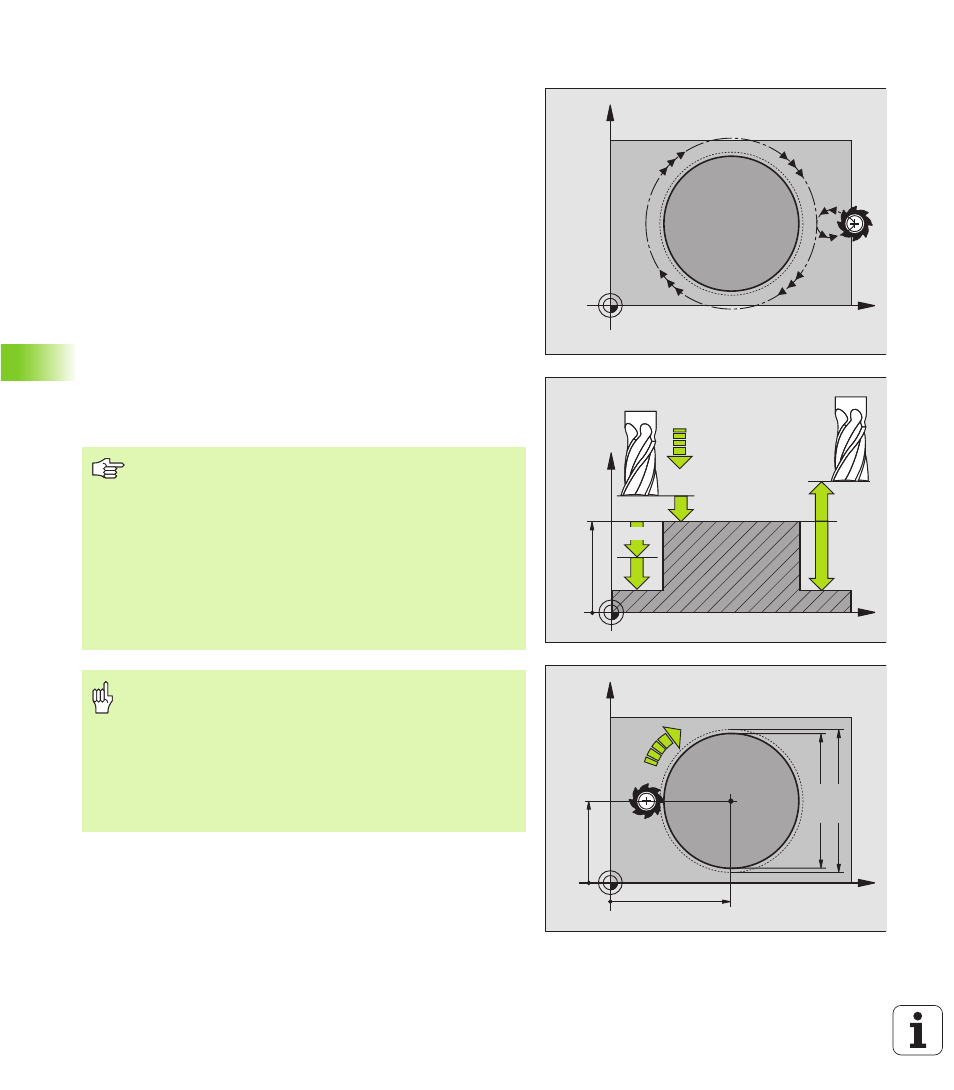
FINITURA DI ISOLE CIRCOLARI (Ciclo G215)
1
Il TNC porta l'utensile automaticamente nell'asse del mandrino alla
DISTANZA DI SICUREZZA oppure, se programmato, alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro dell'isola
2
Dal centro dell'isola l'utensile si porta nel piano di lavoro al punto di
partenza della lavorazione. Il punto di partenza si trova a destra
dell'isola, spostato di circa 2 volte il raggio dell'utensile
3
Se l'utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC lo
porta in rapido alla DISTANZA DI SICUREZZA e da lì con
l'AVANZAMENTO IN PROFONDITA' alla prima PROFONDITA' DI
ACCOSTAMENTO
4
Successivamente l'utensile entra tangenzialmente sul profilo del
pezzo finito ed esegue una contornatura con fresatura concorde
5
In seguito l'utensile si stacca tangenzialmente dal profilo,
ritornando al punto di partenza nel piano di lavoro
6
Questa procedura (da 3 a 5) si ripete fino al raggiungimento della
PROFONDITA' programmata
7
Alla fine del ciclo il TNC porta l'utensile in rapido alla DISTANZA DI
SICUREZZA o, se programmata, alla 2ª DISTANZA DI SICUREZZA
e successivamente al centro della tasca (posizione finale =
posizione iniziale)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
Da osservare prima della programmazione
Il TNC preposiziona automaticamente l'utensile nell'asse
utensile e nel piano di lavoro.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Se si desidera fresare per contornatura l'isola dal pieno
utilizzare frese con tagliente frontale a taglio centrale
(DIN 844). Inserire per l'AVANZAMENTO IN
PROFONDITA' un valore piccolo.
Con il parametro macchina 7441 Bit 2 si imposta se il TNC
deve emettere un messaggio d’errore (Bit 2=1) oppure no
(Bit 2=0) se viene inserita una profondità positiva.
Attenzione, pericolo di collisione!
Tenere presente che con profondità inserita positiva il
TNC inverte il calcolo del preposizionamento. Quindi
l’utensile si sposta in rapido nell’asse utensile fino alla
distanza di sicurezza sotto la superficie del pezzo!