Finitura laterale (ciclo g124), G124 finitura laterale (utilizzabile a scelta) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 319
HEIDENHAIN iTNC 530
317
8
.7
C
ic
li
S
L
G
ruppo I
I
FINITURA LATERALE (Ciclo G124)
Il TNC avvicina l'utensile ai singoli segmenti di profilo su una traiettoria
circolare a raccordo tangenziale, finendo ogni segmento
separatamente.
U
U
U
U
SENSO ROT. ? ORARIO = -1
Q9:
Direzione di lavorazione:
+1: Rotazione in senso antiorario
–1: Rotazione in senso antiorario
U
U
U
U
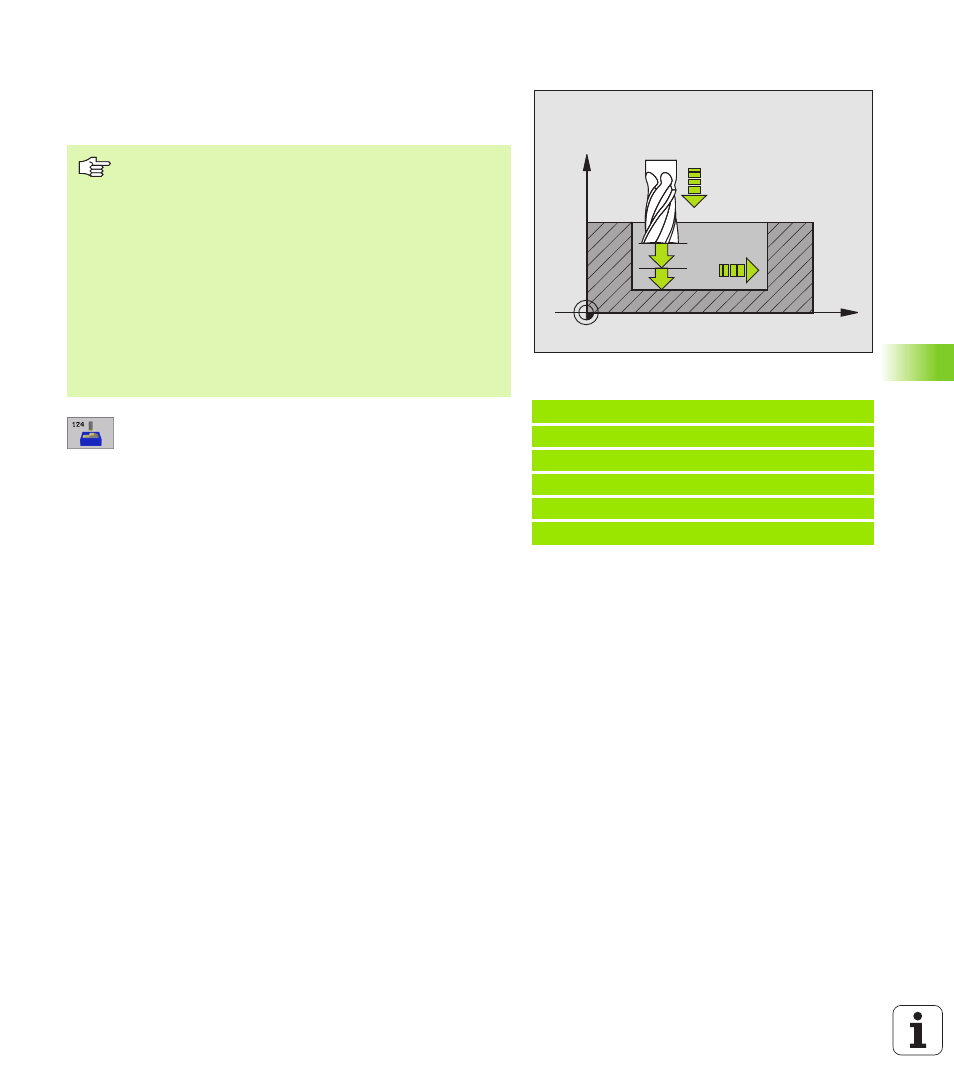
PROFONDITA' DI ACCOSTAMENTO
Q10 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile
U
U
U
U
AVANZAMENTO IN PROFONDITA'
Q11: avanzamento
dell'utensile durante la penetrazione
U
U
U
U
AVANZAMENTO SVUOTAMENTO
Q12: Avanzamento di
fresatura
U
U
U
U
SOVRAMETALLO DI FINITURA LATERALE
Q14 (in valore
incrementale): quota per finiture ripetute;
programmando Q14 = 0 viene asportata la quota di
finitura residua
Esempio: Blocchi NC
N 6 1 G 12 4 F I NI T U RA LA T ER A LE
Q9 = +1
; S EN S O D I R O TA Z IO N E
Q1 0 =+ 5
; P RO F . A C CO S TA M EN T O
Q1 1 =1 0 0
; A VA N ZA M E NT O P R OF .
Q1 2 =3 5 0
; A VA N ZA M E NT O S V UO T .
Q1 4 =+ 0
; S OV R AM . LA T ER A LE
X
Z
Q11
Q12
Q10
Da osservare prima della programmazione
La somma tra QUOTA LATERALE (Q14) e raggio
dell'utensile di finitura deve essere inferiore alla somma
tra la QUOTA LATERALE (Q3, ciclo G120) e il raggio
dell'utensile di svuotamento.
Anche per la lavorazione del ciclo G124 senza previo
svuotamento con il ciclo G122 vale il suddetto calcolo; in
questo caso il raggio dell'utensile di svuotamento assume
il valore "0".
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio della tasca. e dipende dalle condizioni di spazio nella
tasca.