HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 172
170
6 Programmazione: Programmazione profili
6
.4
T
ra
ie
tto
ri
e
–
C
o
o
rd
in
a
te
c
a
rte
s
ia
n
e
Traiettoria circolare G02/G03/G05 con raggio
predeterminato
L'utensile si sposta su una traiettoria circolare avente il raggio R.
Senso di rotazione
n
In senso orario: G02
n
In senso antiorario: G03
n
Senza programmazione del senso di rotazione: G05. Il TNC esegue la
traiettoria circolare con l'ultimo senso di rotazione programmato
Programmazione
U
U
U
U
Inserire le coordinate del punto finale dell'arco di
cerchio
U
U
U
U
Raggio R
Attenzione: il segno definisce la grandezza dell'arco di
cerchio!
Ove necessario:
U
U
U
U
Avanzamento F
U
U
U
U
Funzione ausiliaria M
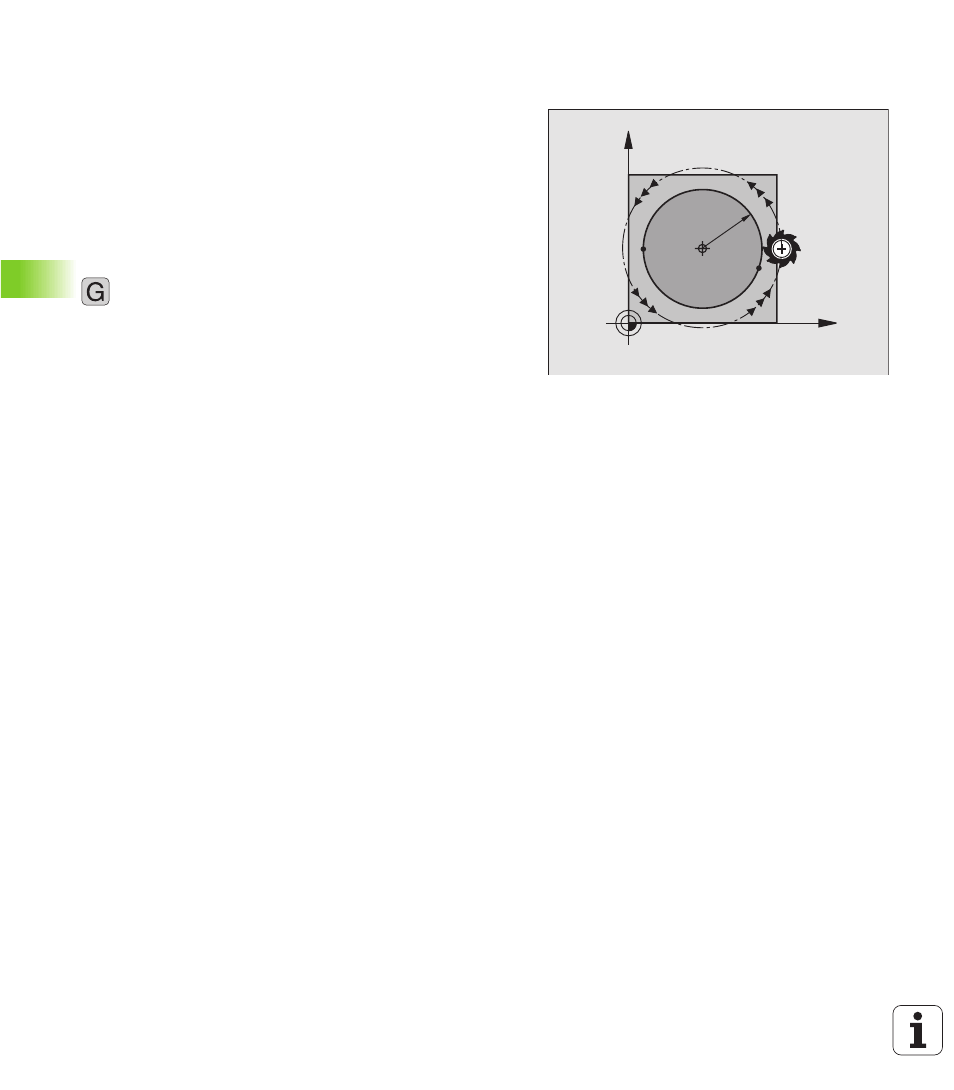
Cerchio pieno
Per un cerchio pieno programmare due blocchi CR consecutivi:
Il punto finale del primo semicerchio è contemporaneamente punto di
partenza del secondo semicerchio. Il punto finale del secondo
semicerchio è punto di partenza del primo.
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
3