HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 124
124
4 Programmazione: Generalità, gestione file dati, aiuti di programmazione, gestione dei pallet
4.
13 Fu
n
z
io
n
am
en
to
c
o
n
p
al
let
c
o
n
l
avo
raz
io
n
e o
ri
en
tat
a
a
ll
’u
ten
s
il
e
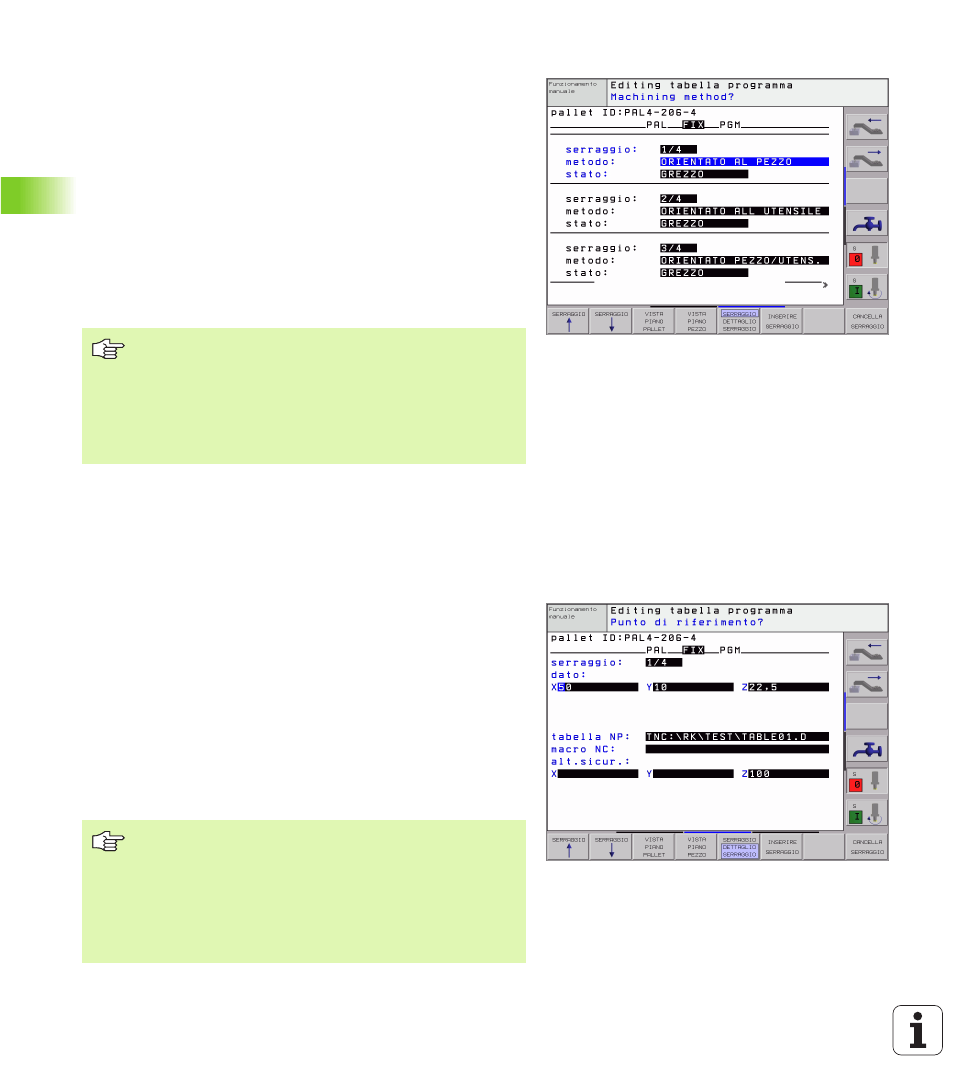
Impostazione del livello attrezzatura
n
Attrezzatura
: Viene visualizzato il numero dell'attrezzatura, dopo la
barretta inclinata viene visualizzato il numero di attrezzature
nell'ambito di questo livello
n
Metodo
: Si possono scegliere due modi di lavorazione: ORIENTATA
AL PEZZO oppure ORIENTATA ALL'UTENSILE. La scelta fatta viene
memorizzata nel livello pezzo corrispondente e sovrascrive eventuali
introduzioni precedenti. Nella visualizzazione a tabella il metodo di
lavorazione ORIENTATA AL PEZZO compare come WPO e
ORIENTATA ALL'UTENSILE come TO.
Con il softkey COLLEGARE/SEPARARE si identificano le attrezzature che
nella lavorazione orientata all'utensile sono coinvolte insieme nel
calcolo della lavorazione. Le attrezzature collegate sono identificate
da un trattino interrotto, le attrezzature separate sono identificate da
una linea continua. Nella visualizzazione a tabella, i pezzi collegati
sono identificati nella colonna METODO con CTO.
n
Stato
: Con il sofkey GREZZO l'attrezzatura con i relativi pezzi viene
identificata come non ancora lavorata e nel campo di stato viene
inserito BLANK . Utilizzare il softkey POSTO LIBERO, se si desidera
che nel corso della lavorazione l'attrezzatura venga saltata; nel
campo di stato compare EMPTY
Dettagli di programmazione del livello attrezzatura
n
Attrezzatura
: Viene visualizzato il numero dell'attrezzatura, dopo la
barretta inclinata viene visualizzato il numero di attrezzature
nell'ambito di questo livello
n
Origine
: introdurre l'origine per l'attrezzatura
n
Tabella orig.
: introdurre il nome ed il percorso della tabella origini
valida per la lavorazione del pezzo. L'inserimento viene memorizzato
nel livello attrezzatura.
n
macro NC
: Nella lavorazione orientata all'utensile, viene eseguita la
macro TCTOOLMODE invece della normale macro di cambio
utensile.
n
Alt. di sicurezza
: (opzionale): posizione di sicurezza per i singoli
assi relativa all'attrezzatura.
L'introduzione ORIENTATA ALL'UTENSILE/AL PEZZO
non può essere impostata tramite softkey, essa compare
solo se nel livello pezzo sono stati impostati metodi di
lavorazione diversi per i pezzi.
Se il metodo di lavorazione viene impostato nel livello
attrezzatura, esso viene memorizzato anche nel livello
pezzo e sovrascrive eventuali introduzioni precedenti.
E' possibile stabilire per gli assi delle posizioni di sicurezza,
che possono venire lette da macro NC mediante
SYSREAD FN18 ID510 NR 6. Mediante SYSREAD FN18
ID510 NR 5 è possibile determinare se nella colonna è
stato programmato un valore Il posizionamento alle
posizioni definite avviene solamente se i valori
corrispondenti vengono letti nelle macro NC e
programmati di conseguenza.