Sagoma di punti su linee (ciclo g221) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 299
HEIDENHAIN iTNC 530
297
8
.5
C
ic
li
pe
r l
a
de
fi
n
iz
ione
di
s
a
g
om
e
di
pu
nt
i
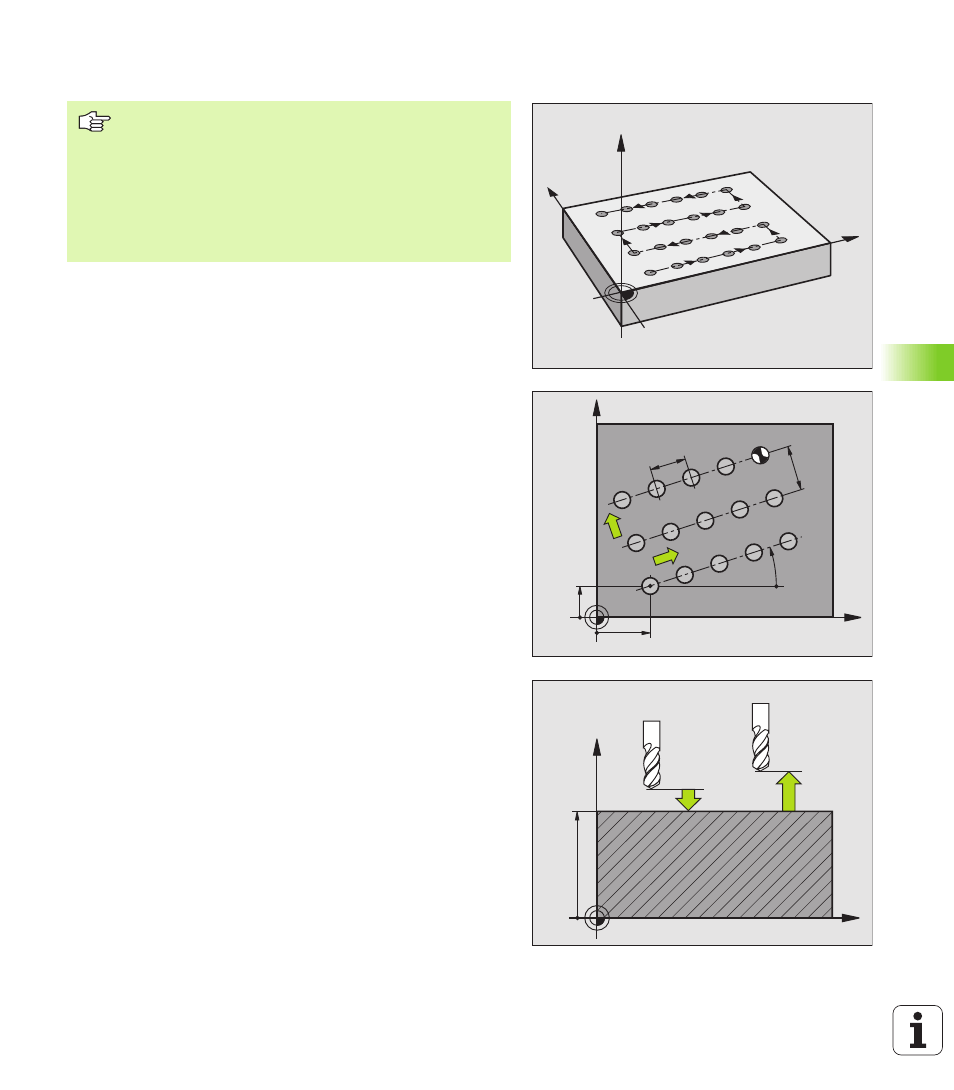
SAGOMA DI PUNTI SU LINEE (Ciclo G221)
1
Il TNC porta l'utensile dalla posizione attuale sul punto di partenza
della prima lavorazione
Sequenza:
n
2. DISTANZA DI SICUREZZA (assi del mandrino)
n
Posizionamento sul punto di partenza del piano di lavoro
n
Posizionamento alla distanza di sicurezza sopra la superficie del
pezzo (asse mandrino)
2
Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3
Successivamente il TNC posiziona l'utensile nella direzione
positiva dell'asse principale sul punto di partenza della lavorazione
successiva; l'utensile si trova alla DISTANZA DI SICUREZZA
(oppure alla 2ª DISTANZA DI SICUREZZA)
4
Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte
le lavorazioni sulla prima linea; l'utensile si trova sull'ultimo punto
della prima linea
5
Il TNC sposta quindi l'utensile sull'ultimo punto della seconda linea
ed esegue la lavorazione
6
Da lì il TNC sposta l'utensile in direzione negativa dell'asse
principale sul punto di partenza della lavorazione successiva
7
Questi passi (6) si ripetono fino alla conclusione di tutte le
lavorazioni della seconda linea
8
Il TNC sposta quindi l'utensile sul punto di partenza della linea
successiva
9
Con un movimento alternato verranno lavorate tutte le altre linee
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q23
7
N =
Q2
42
N =
Q2
43
X
Z
Q200
Q203
Q204
Da osservare prima della programmazione
Il ciclo 221 è DEF attivo, cioè chiama automaticamente
l'ultimo ciclo di lavorazione definito!
Se uno dei cicli di lavorazione da G200 a G209, da G212 a
G215 e da G262 a G267 viene combinato con il ciclo G221,
sono valide la DISTANZA DI SICUREZZA, la SUPERFICIE
DEL PEZZO e la 2ª DISTANZA DI SICUREZZA del ciclo
G221!