Alesatura (ciclo g201) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 229
HEIDENHAIN iTNC 530
227
8.
3 C
ic
li
d
i f
o
ra
tu
ra,
m
as
c
h
iat
u
ra e
fr
es
at
u
ra d
i
fi
let
tat
u
re
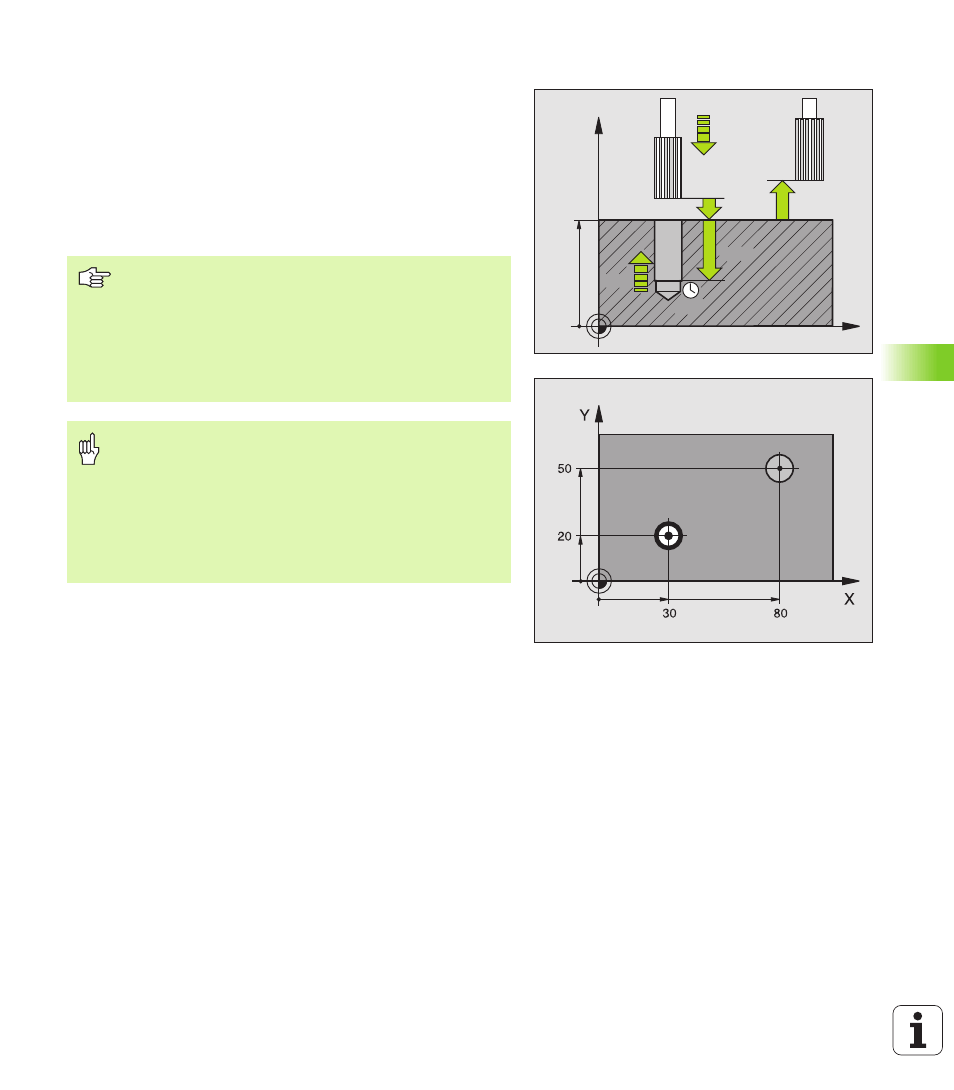
ALESATURA (Ciclo G201)
1
Il TNC posiziona in rapido l'utensile nell'asse del mandrino alla
programmata DISTANZA DI SICUREZZA sopra la superficie del
pezzo
2
L’utensile alesa con l’AVANZAMENTO F fino alla PROFONDITÀ
programmata
3
Se programmata, l’utensile esegue una sosta sul fondo del foro
4
Successivamente il TNC ritira l'utensile con AVANZAMENTO F alla
DISTANZA DI SICUREZZA e da lì, se programmato, in rapido alla 2ª
DISTANZA DI SICUREZZA
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) nel piano di lavoro con correzione
del raggio G40.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Con il parametro macchina 7441 Bit 2 si imposta se il TNC
deve emettere un messaggio d’errore (Bit 2=1) oppure no
(Bit 2=0) se viene inserita una profondità positiva.
Attenzione, pericolo di collisione!
Tenere presente che con profondità inserita positiva il
TNC inverte il calcolo del preposizionamento. Quindi
l’utensile si sposta in rapido nell’asse utensile fino alla
distanza di sicurezza sotto la superficie del pezzo!