HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 190
188
7 Programmazione: Funzioni ausiliarie
7.
3
F
u
nz
io
ni
a
u
s
il
ia
ri
e
pe
r
in
d
ic
a
z
ion
i d
i
c
o
or
d
in
a
te
7.3
Funzioni ausiliarie per
indicazioni di coordinate
Programmazione di coordinate riferite alla
macchina: M91/M92
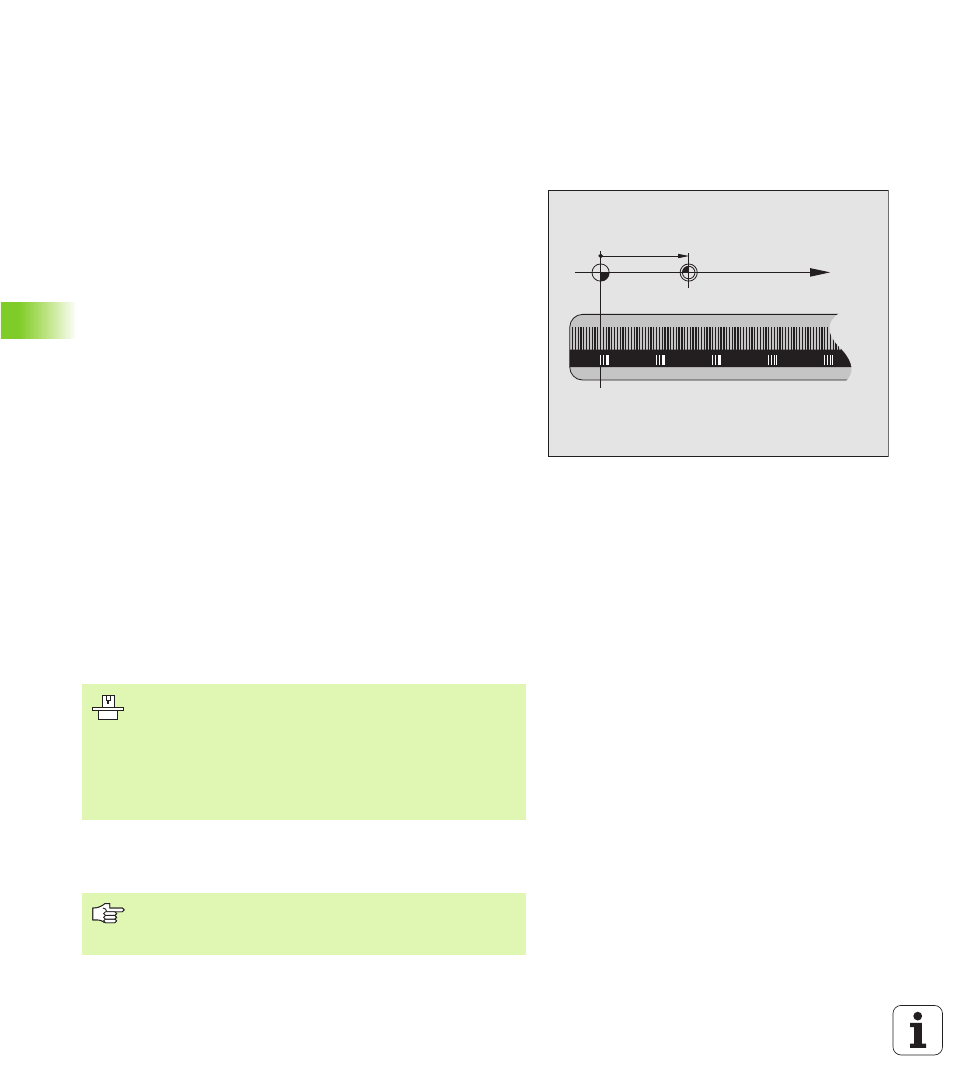
Zero della riga di misura
La posizione dello zero della riga di misura viene definita da un indice
di riferimento.
Origine della macchina
L'origine della macchina occorre per
n
l'impostazione dei limiti del campo di spostamento (finecorsa
software)
n
il posizionamento su punti fissi riferiti alla macchina (p. es. posizione
di cambio utensile)
n
l'impostazione dell'origine del pezzo
Il Costruttore della macchina imposta in un parametro macchina per
ogni asse la distanza dell'origine della macchina dal punto zero della
riga di misura.
Comportamento standard
Il TNC riferisce le coordinate all'origine del pezzo vedere
"Determinazione dell'origine (senza sistema di tastatura 3D)", pag. 51,
Comportamento con M91 - Origine della macchina
Quando le coordinate nei blocchi di posizionamento devono riferirsi
all'origine della macchina, inserire in questi blocchi la funzione M91.
Il TNC visualizzerà i valori delle coordinate riferiti all'origine della
macchina. Nell'indicazione di stato commutare la visualizzazione delle
coordinate su REF vedere "Visualizzazioni di stato", pag. 37
Comportamento con M92 - Punto di riferimento della macchina
Quando le coordinate nei blocchi di posizionamento devono riferirsi al
punto di riferimento della macchina, inserire in questi blocchi la
funzione M92.
X (Z,Y)
X
MP
Oltre all'origine della macchina, il Costruttore può definire
ancora un'altra posizione fissa rispetto alla macchina
(punto di riferimento della macchina).
A questo scopo il Costruttore della macchina imposterà
per ogni asse la distanza del punto di riferimento della
macchina dall'origine della stessa (vedere Manuale della
macchina).
Anche con M91 o M92 il TNC esegue eventuali correzioni
del raggio, mentre non interviene sulla lunghezza
dell'utensile.