Fresatura di contornatura (cicli g58/g59) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manuale d'uso
Pagina 309
HEIDENHAIN iTNC 530
307
8
.6
C
ic
li
S
L
G
rup
po
I
FRESATURA DI CONTORNATURA
(Cicli G58/G59)
Impiego
I Cicli G58/G59 FRESATURA DI CONTORNATURA vengono utilizzati
per la finitura del contorno della tasca.
Senso di rotazione nella contornatura:
n
In senso orario: G58
n
In senso antiorario: G59
U
U
U
U
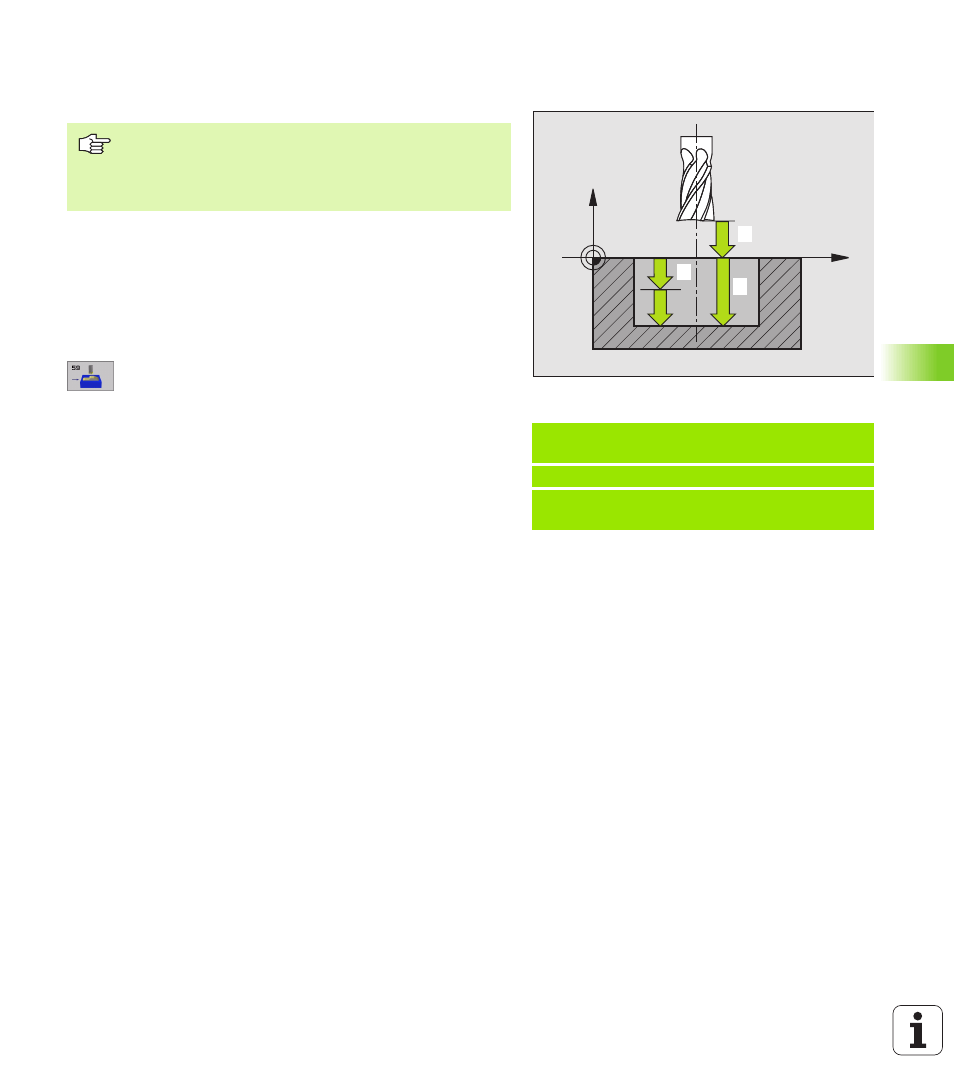
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITA' DI FRESATURA
2
(in valore incrementale):
distanza tra la superficie del pezzo e il fondo della
tasca
U
U
U
U
PROFONDITA' DI ACCOSTAMENTO
3
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITA' DI FRESATURA non
deve essere un multiplo della PROFONDITA' DI
ACCOSTAMENTO Il TNC si porta in un unico passo
fino alla PROFONDITA' quando:
n
PROFONDITA' DI ACCOSTAMENTO e
PROFONDITA' sono uguali
n
La PROFONDITA' DI ACCOSTAMENTO è
maggiore della PROFONDITA' DI FRESATURA
U
U
U
U
AVANZAMENTO IN PROFONDITA'
: velocità di penetrazione
in mm/min
U
U
U
U
AVANZAMENTO
: avanzamento di fresatura in mm/min
Esempio: Blocchi NC
N 5 4 G 58 P0 1 2 P0 2 - 1 5 P0 3 5 P 0 4 2 50
P 05 50 0 *
. . .
N 7 1 G 59 P0 1 2 P0 2 - 1 5 P 03 5 P0 4 2 50
P 05 50 0 *
X
Z
11
12
13
Da osservare prima della programmazione
Programmare l'istruzione di posizionamento del punto di
partenza nell'asse del mandrino (DISTANZA DI
SICUREZZA sopra la superficie del pezzo).