Programmazione dei movimenti dell'elettrodo, 1 gener alità per le indicazioni di posizione, Programmazione dei movimenti dell’elettrodo – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 64
44
4 Programmazione: Generalità, File dati, Inserimento programma, Elettroerosione, Tabelle di erosione
4.1 Gener
alità per le indicazioni di posizione
Sistema di riferimento sulle macchine per
elettroerosione
Nella lavorazione di un pezzo su una macchina per elettroerosione
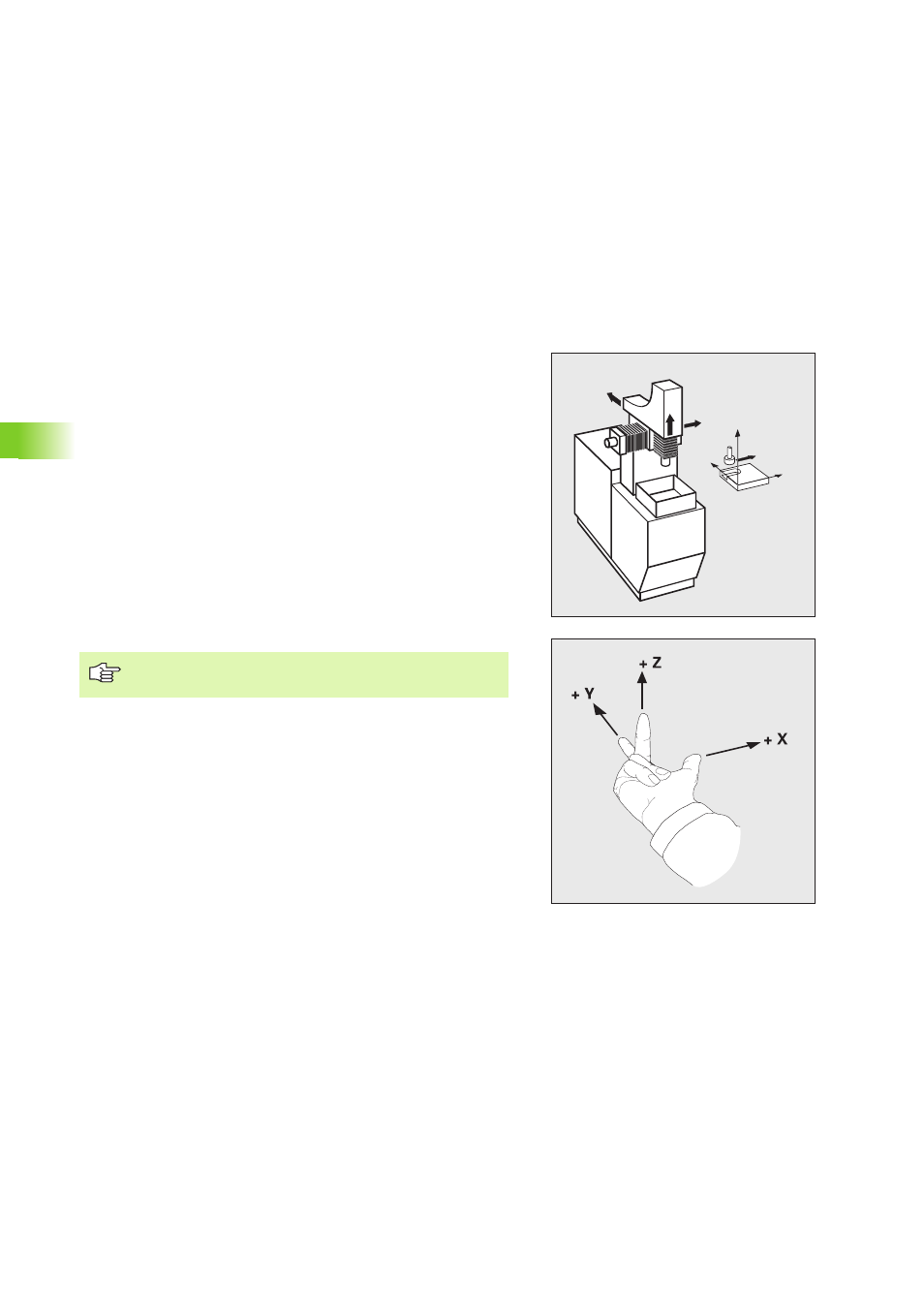
generalmente ci si riferisce al sistema di coordinate ortogonali. La
figura di destra illustra l’assegnazione del sistema di coordinate
ortogonali agli assi della macchina. La "regola delle tre dita della mano
destra" è d'aiuto: il dito medio indirizzato nel senso dell'asse
dell'utensile, dal pezzo verso l'utensile, indica la direzione Z+, il pollice
la direzione X+ e l'indice la direzione Y+.
Il TNC 406/TNC416 è in grado di controllare fino a 5 assi. Oltre agli assi
principali X,Y e Z, paralleli a questi, ci sono gli assi supplementari U,V
e W. Gli assi di rotazione sono chiamati A, B e C. La figura in basso
illustra l'assegnazione degli assi supplementari e degli assi di rotazione
agli assi principali.
Programmazione dei movimenti dell’elettrodo
Secondo il tipo di costruzione della macchina si muove in un asse il
tavolo della macchina con il pezzo o al contrario l'elettrodo.
Quando si muove il tavolo della macchina in uno o più assi questi sono
evidenziati sul pannello di comando con un apice (p.es. X', Y'). Il
movimento di un tale asse corrisponde ad un movimento
dell'elettrodo in direzione opposta rispetto al pezzo.
+X
+X
+Y
+Z
+X
+Z
+Y
Si programma sempre supponendo che il pezzo sia fermo
e che tutti i movimenti siano eseguiti dall'elettrodo.