5 cicli per la con v ersione delle coor dinat e, Esercitazione: spostamento dell’origine, Yx z z – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 182
162
8 Programmazione: Cicli
8.5 Cicli per la con
v
ersione delle coor
dinat
e
Ciclo nel Programma di lavorazione:
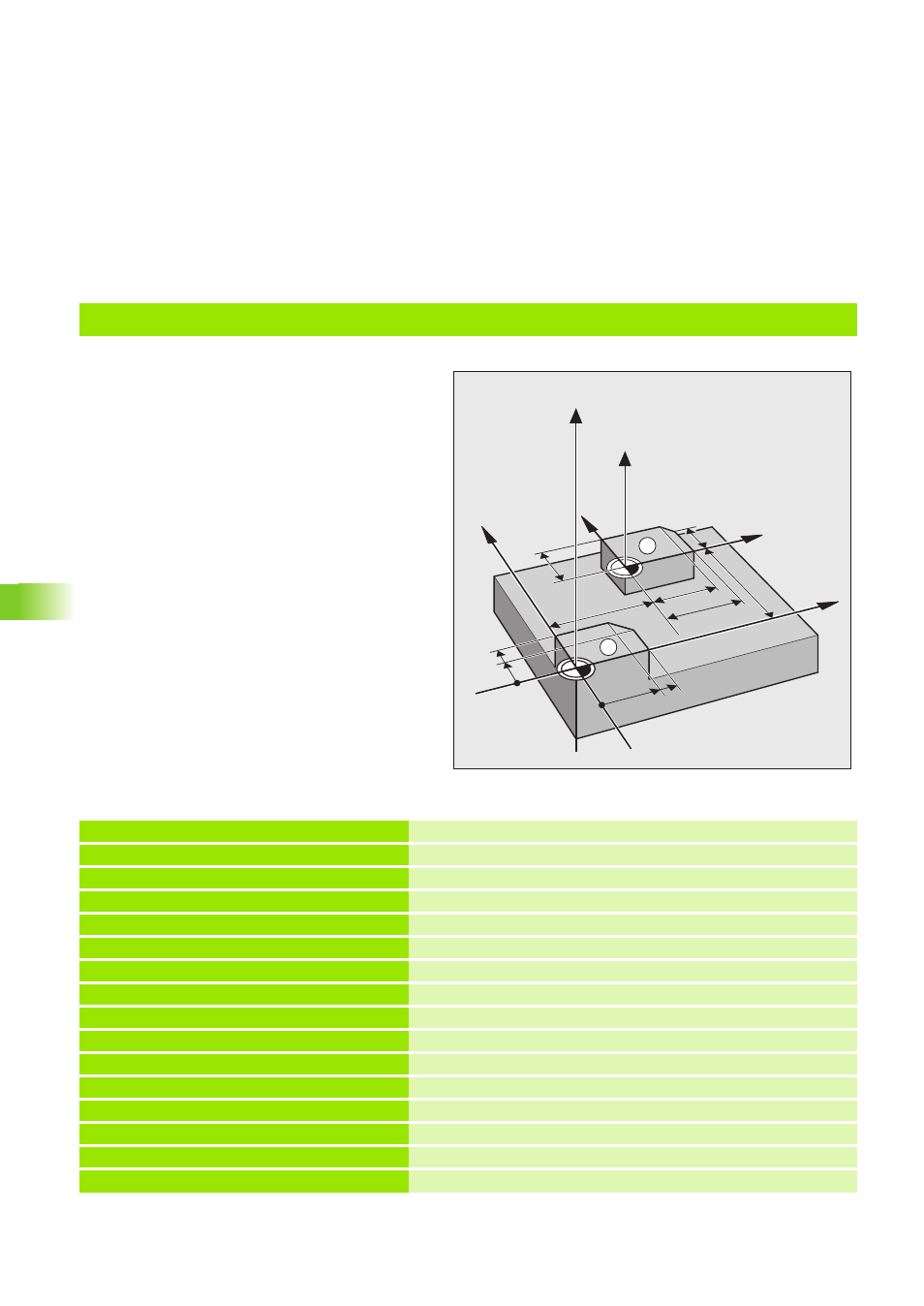
Esercitazione: Spostamento dell’origine
Una lavorazione programmata come
sottoprogramma si deve eseguire
riferita all’origine impostata 1
X+0/Y+0 e
riferita anche allo spostamento dell’
origine 2 X+40/Y+60.
Y
15
1
25
Y
X
Z
Z
30
25
X
30
20
15
20
40
2
60
0 BEGIN PGM ZERO MM
1 BLK FORM 0.1 Z X+0 Y+0 Z–20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 CYCL DEF 1.0 GENERATORE
Ciclo GENERATORE (vedere "Ciclo 1 GENERATORE" a pag. 133)
4 CYCL DEF 1.1 P-TAB HDH700
Selezione della tabella di erosione desiderata, p.es. HDH700
5 CYCL DEF 1.2 MAX=5 MIN=5
Selezione del livello di potenza
6 TOOL DEF 1 L+0 R+4
Definizione dell’utensile
7 TOOL CALL 1 Z U+0,05
Chiamata elettrodo
8 L Z+100 R0 F MAX M
9 CALL LBL 1
Senza spostamento dell’origine
10 CYCL DEF 7.0 ORIGINE
Spostamento dell’origine sul piano X/Y
11 CYCL DEF 7.1 X+40
12 CYCL DEF 7.2 Y+60
13 CALL LBL 1
Con spostamento dell’origine
14 CYCL DEF 7.0 ORIGINE
Disattivazione dello spostamento dell’origine
15 CYCL DEF 7.1 X+0