Funzioni di traiettoria, Macchine con 5 assi – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 106
86
6 Programmazione: Programmazione di profili
6.1 Gener
a
lità per la pr
ogr
amma
zione di tr
aiet
to
ri
e d'elet
tr
odo
6.1 Generalità per la
programmazione di traiettorie
d'elettrodo
La traiettoria di un elettrodo viene sempre programmata supponendo
che l’elettrodo si muova e il pezzo stia fermo.
Funzioni di traiettoria
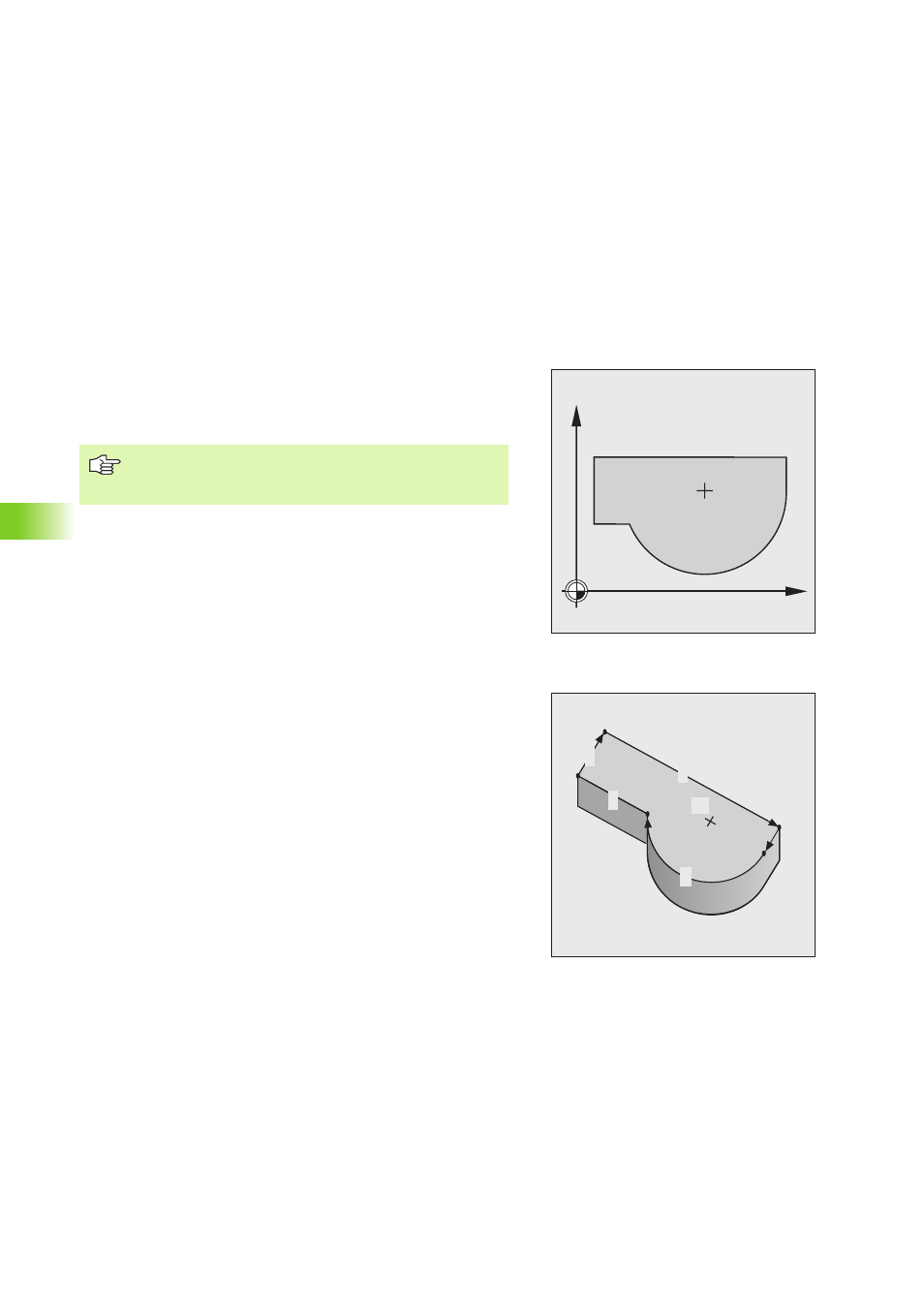
I singoli elementi di profilo del pezzo vengono programmati
singolarmente con le funzioni di traiettoria. Si programmano
rette
archi di cerchio
E’ possibile programmare anche una sovrapposizione di questi due
elementi di traiettoria (traiettoria elicoidale).
Dagli elementi di profilo, eseguiti uno dopo l’altro, risulta il profilo del
pezzo conforme al disegno.
Macchine con 5 assi
Il V° asse può essere spostato solo nei modi operativi
FUNZIONAMENTO MANUALE o VOLANTINO ELETTRONICO oppure
con un "posizionamento da PLC".
Se si desidera azionare il V° asse, rivolgersi al Costruttore della
macchina per le indicazioni del caso.
Ripetizioni di sottoprogrammi e di blocchi di
programma
I passi di lavorazione uguali da eseguirsi su di un pezzo vengono
programmati quali sottoprogramma o ripetizione di blocchi di
programma. In questo modo i passi di lavorazione da ripetersi
dovranno essere programmati una sola volta.
Possibilità offerte:
ripetere una parte del programma (ripetizione di blocchi di
programma)
programmare separatamente una parte di programma e richiamarla
secondo necessità (sottoprogramma)
richiamare per l'esecuzione o il test di un programma un altro
programma ed eseguirlo (programma principale quale
sottoprogramma)
All'inizio di un programma di lavorazione occorre
preposizionare l'elettrodo in modo tale da impedire ogni
danneggiamento dell'elettrodo stesso o del pezzo.
X
Y
L
L
CC
C
L
L