5 cicli per la con v ersione delle coor dinat e – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 186
166
8 Programmazione: Cicli
8.5 Cicli per la con
v
ersione delle coor
dinat
e
Ciclo nel Programma di lavorazione:
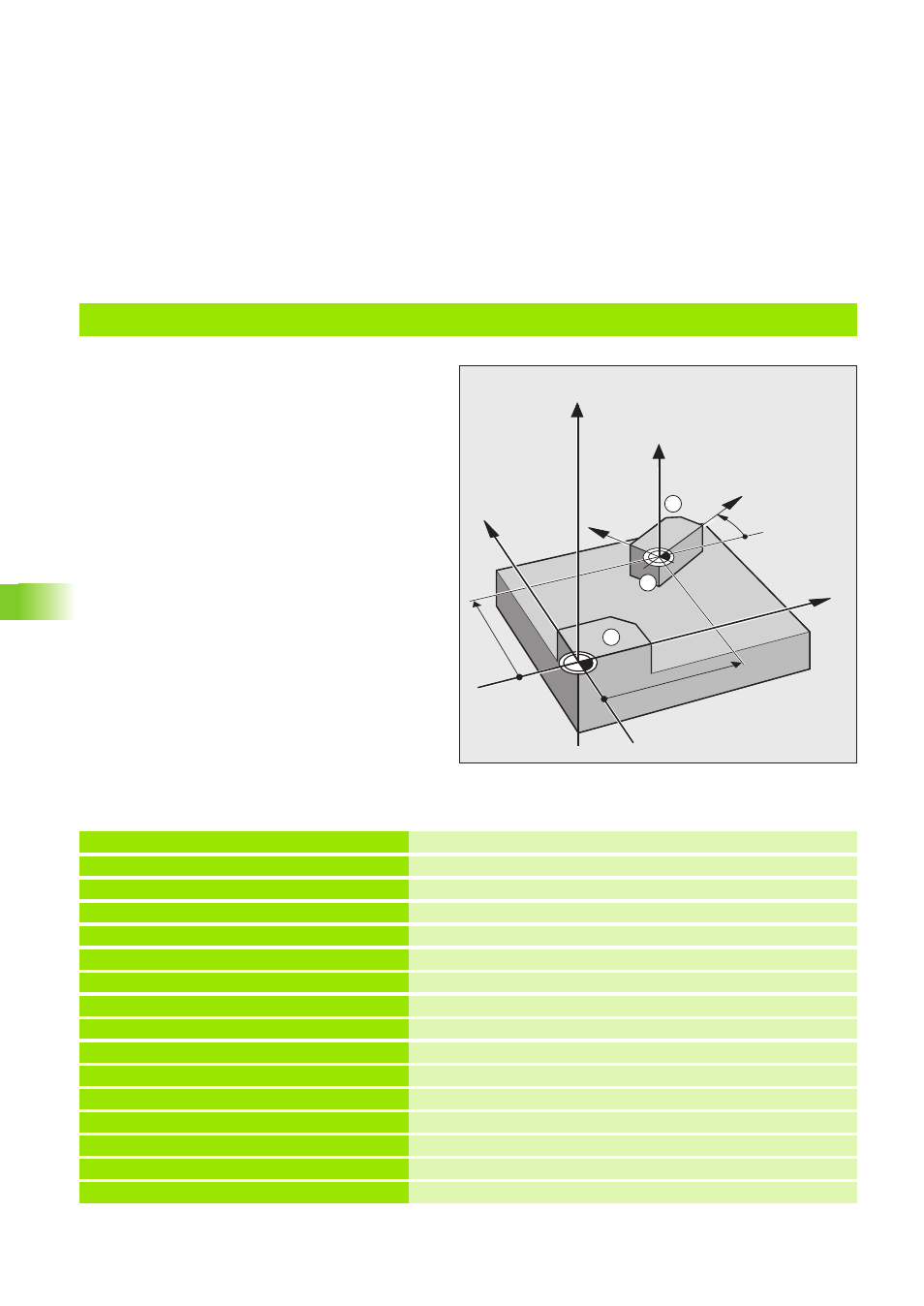
Esercitazione: Rotazione
E’ richiesta l’esecuzione di un profilo
(Sottoprogramma 1)
– già programmato come Originale – riferito
all'origine X+0/Y+0, da ruotarsi per una volta, con
con origine X+70 Y+60, di 35°.
Quando l'asse utensile è parallelo al IV° asse (p.es.
Z e C) il Ciclo di ROTAZIONE comporta uno
spostamento nel IV° asse dello stesso angolo
programmato nel Ciclo ROTAZIONE.
X
Y
60
1
2
70
Y
X
Z
Z
3
35°
0 BEGIN PGM BSP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z–20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 CYCL DEF 1.0 GENERATORE
Ciclo GENERATORE (vedere "Ciclo 1 GENERATORE" a pag. 133)
4 CYCL DEF 1.1 P-TAB 75
Tabella di erosione desiderata
5 CYCL DEF 1.2 MAX=7 MIN=7
Selezione del livello di potenza
6 TOOL DEF 1 L+0 R+5,5
7 TOOL CALL 1 Z U+1
8 L Z+100 R0 F MAX M
9 CALL LBL 1
Esecuzione senza ribaltamento 1
10 CYCL DEF 7.0 ORIGINE
Esecuzione ruotata. Sequenza:
11 CYCL DEF 7.1 X+70
12 CYCL DEF 7.2 Y+60
1° Spostamento dell'origine 2
13 CYCL DEF 10.0 ROTAZIONE
2° Rotazione 3
14 CYCL DEF 10.1 ROT +35
15 CALL LBL 1
3° Chiamata del sottoprogramma