4 t raiet to ri e – coor dinat e car tesiane – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 120
100
6 Programmazione: Programmazione di profili
6.4 T
raiet
to
ri
e – Coor
dinat
e car
tesiane
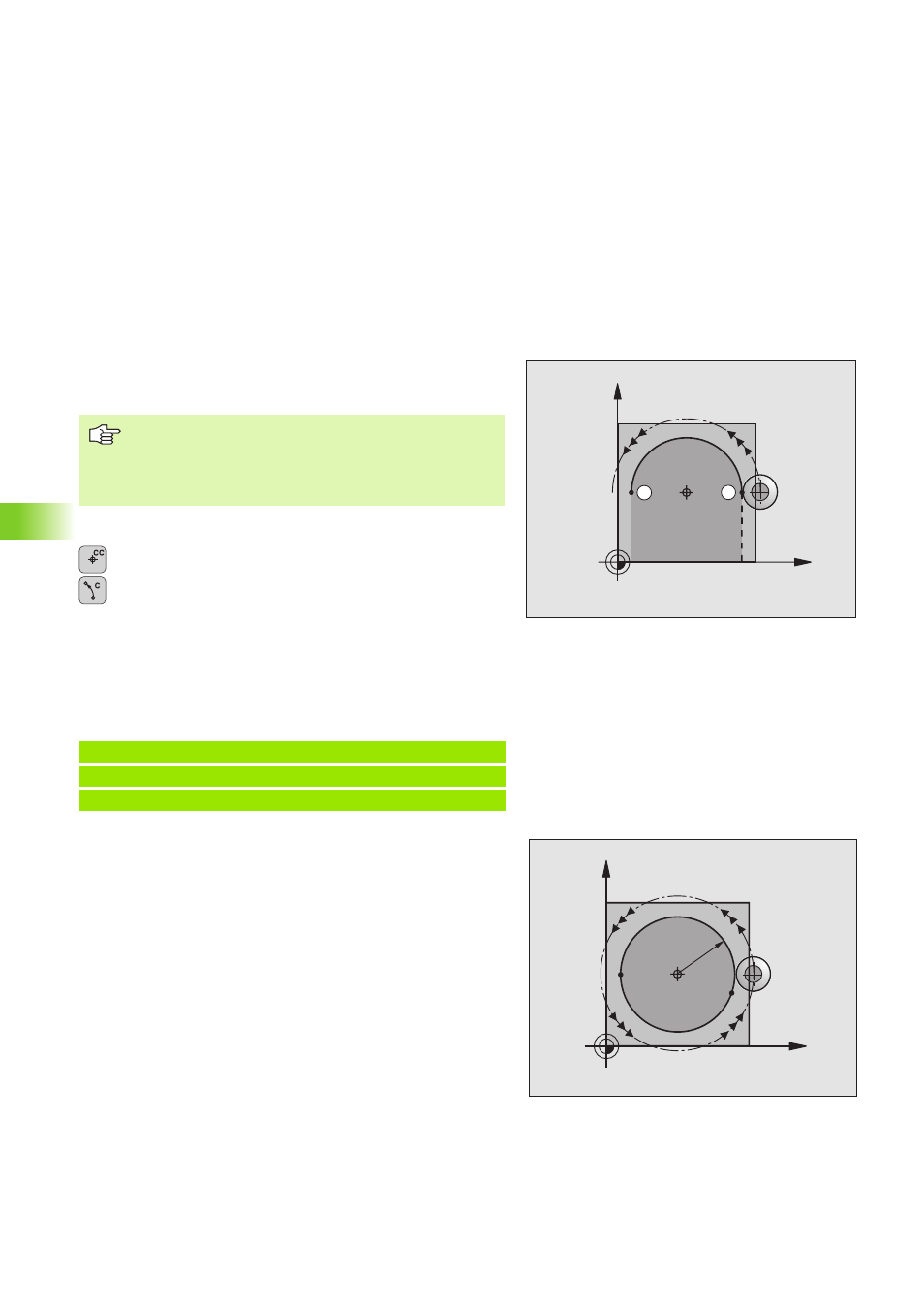
Traiettoria circolare C intorno al centro del
cerchio CC
Definire il centro del cerchio CC prima di programmare la traiettoria
circolare C. La posizione utensile programmata per ultima prima del
blocco C costituisce il punto di partenza della traiettoria circolare.
8
Portare l’utensile sul punto di partenza della traiettoria circolare
8
Coordinate
del centro del cerchio
8
Coordinate del punto finale del cerchio
8
Senso di rotazione DR
Se necessario:
8
Coordinata lineare
8
Avanzamento F
8
Funzione ausiliaria M
Esempio di blocchi NC
Cerchio pieno
Per un cerchio pieno programmare due blocchi C consecutivi: Il punto
finale del primo semicerchio è contemporaneamente punto di
partenza del secondo semicerchio. Il punto finale del secondo
semicerchio è contemporaneamente punto di partenza del primo
semicerchio.
Il metodo più semplice per programmare un cerchio pieno è descritto
a Pagina 111.
Utilizzando un elettrodo con correzione dell'utensile nel
piano X/Y, l'elettrodo deve essere ruotato sugli archi di
cerchio in modo sincrono all'angolo dell'arco. Per un
semicerchio, p.es., occorre ruotare in modo incrementale
l'asse C di 180°.
5 CC X+25 Y+25
6 L X+45 Y+25 RR F M
7 C X+5 Y+25 IC +180 DR+ R F M
S
E
X
Y
CC
X
Y
CC
S
1
=E
2
E
1
=S
2
R