1 0 esempi di pr ogr ammazione, Esempio: ellisse – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 228
208
10 Programmazione: Parametri Q
1
0.1
0 Esempi di pr
ogr
ammazione
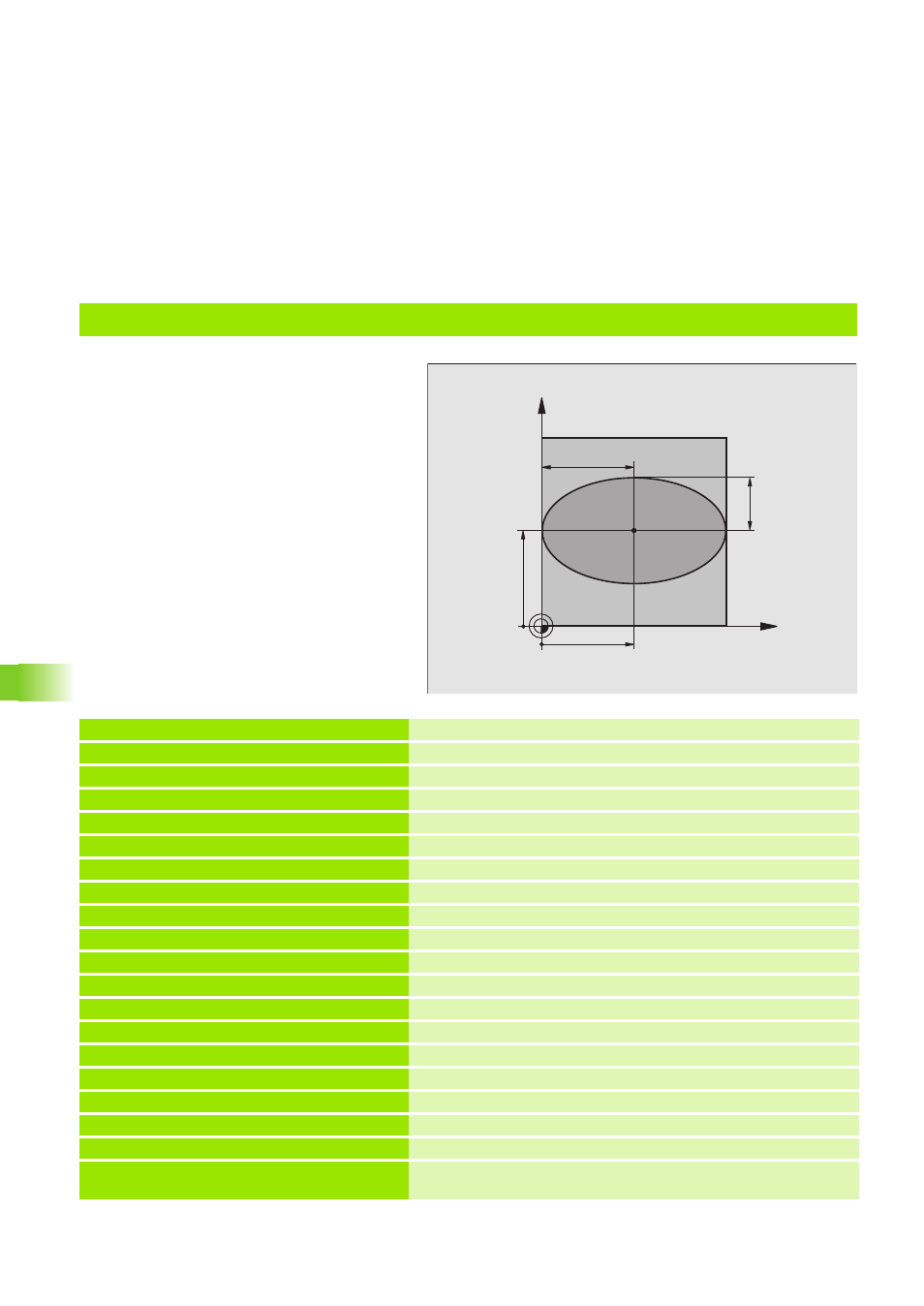
Esempio: Ellisse
Esecuzione del programma
Il profilo dell’ellisse viene programmato con
tante piccole rette (definibili mediante Q7).
Quanti più passi di lavorazione si definiscono,
tanto più liscio risulterà il profilo
La direzione di fresatura viene definita tramite
l'angolo iniziale e l'angolo finale nel piano:
Direzione di lavorazione in senso orario:
Angolo iniziale> Angolo finale
Direzione di lavorazione in senso antiorario:
Angolo iniziale< Angolo finale
Non si tiene conto del raggio dell'utensile
0 BEGIN PGM ELLISSE MM
1 FN 0: Q1 = +50
Centro asse X
2 FN 0: Q2 = +50
Centro asse Y
3 FN 0: Q3 = +50
Semiasse X
4 FN 0: Q4 = +30
Semiasse Y
5 FN 0: Q5 = +0
Angolo iniziale nel piano
6 FN 0: Q6 = +360
Angolo finale nel piano
7 FN 0: Q7 = +40
Numero dei passi di calcolo
8 FN 0: Q8 = +0
Posizione di rotazione dell'ellisse
9 FN 0: Q9 = +5
Profondità di fresatura
10 FN 0: Q10 = +100
Avanzamento in profondità
11 FN 0: Q11 = +350
Avanzamento di fresatura
12 FN 0: Q12 = +2
Distanza di sicurezza per il preposizionamento
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definizione del pezzo grezzo
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 CYCL DEF 1.0 GENERATORE
Ciclo GENERATORE (vedere "Ciclo 1 GENERATORE" a pag. 133)
16 CYCL DEF 1.1 P-TAB 300
Tabella erosioni desiderata, p.es. Tabella 300
17 CYCL DEF 1.2 MAX=12 MIN=8
Livelli di potenza, p.es. tra 8 e 12
18 TOOL DEF 1 L+0 R+5
Definizione elettrodo nel programma
19 TOOL CALL 1 U+1
Chiamata dell'elettrodo nell'asse di accostamento Z;
sottodimensione 1 mm
X
Y
50
50
30
50