3 funzioni di traiettoria, Generalità, Spostamento a programma degli assi della macchina – HEIDENHAIN TNC 406 Manuale d'uso
Pagina 112
92
6 Programmazione: Programmazione di profili
6.3 F
u
nzioni di tr
aiet
to
ri
a
6.3 Funzioni di traiettoria
Generalità
Inserimenti nel programma di lavorazione
Gli elementi di profilo vengono inseriti con tutte le relative quote nel
programma di lavorazione. Le coordinate possono essere
programmate con valori assoluti o incrementali.
Si programmano le coordinate del punto finale di ogni singolo
elemento di profilo.
La traiettoria dell’elettrodo viene automaticamente calcolata dal TNC
in funzione dei dati dell’elettrodo e della correzione del raggio.
Spostamento a programma degli assi della
macchina
Il TNC sposta contemporaneamente tutti gli assi della macchina
programmati in un blocco NC.
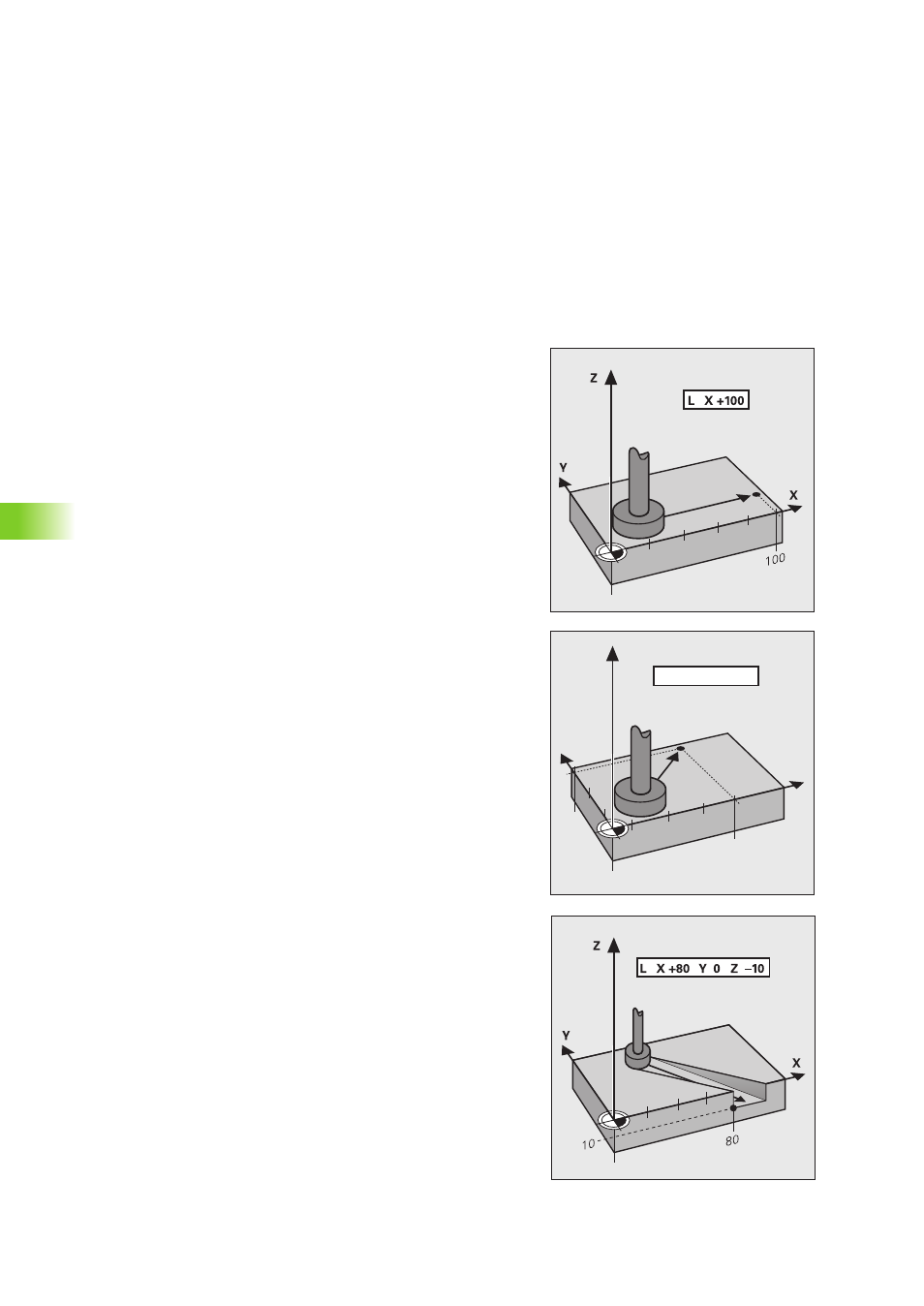
Movimenti parassiali
L’elettrodo viene spostato parallelamente all’asse della macchina
programmato.
Numero degli assi programmati nel blocco NC: 1
Movimenti nei piani principali
L’elettrodo viene portato nel piano lungo una retta o una traiettoria
circolare sulla posizione programmata.
Numero degli assi programmati nel blocco NC: 2
Movimento di tre assi della macchina (movimento 3D)
L’elettrodo viene portato lungo una retta sulla posizione programmata.
Numero degli assi programmati nel blocco NC: 3
Caso speciale:
Per la lavorazione di una traiettoria elicoidale si sovrappone al
movimento circolare nel piano un movimento perpendicolare lineare.
Y
X
Z
70
50
L X +70 Y +50