HEIDENHAIN TNC 406 Manuale d'uso
Pagina 145
HEIDENHAIN TNC 406, TNC 416
125
7.
3 F
u
nzioni ausiliar
ie per le tr
ai
et
to
ri
e e Indicazioni di coor
dinat
e
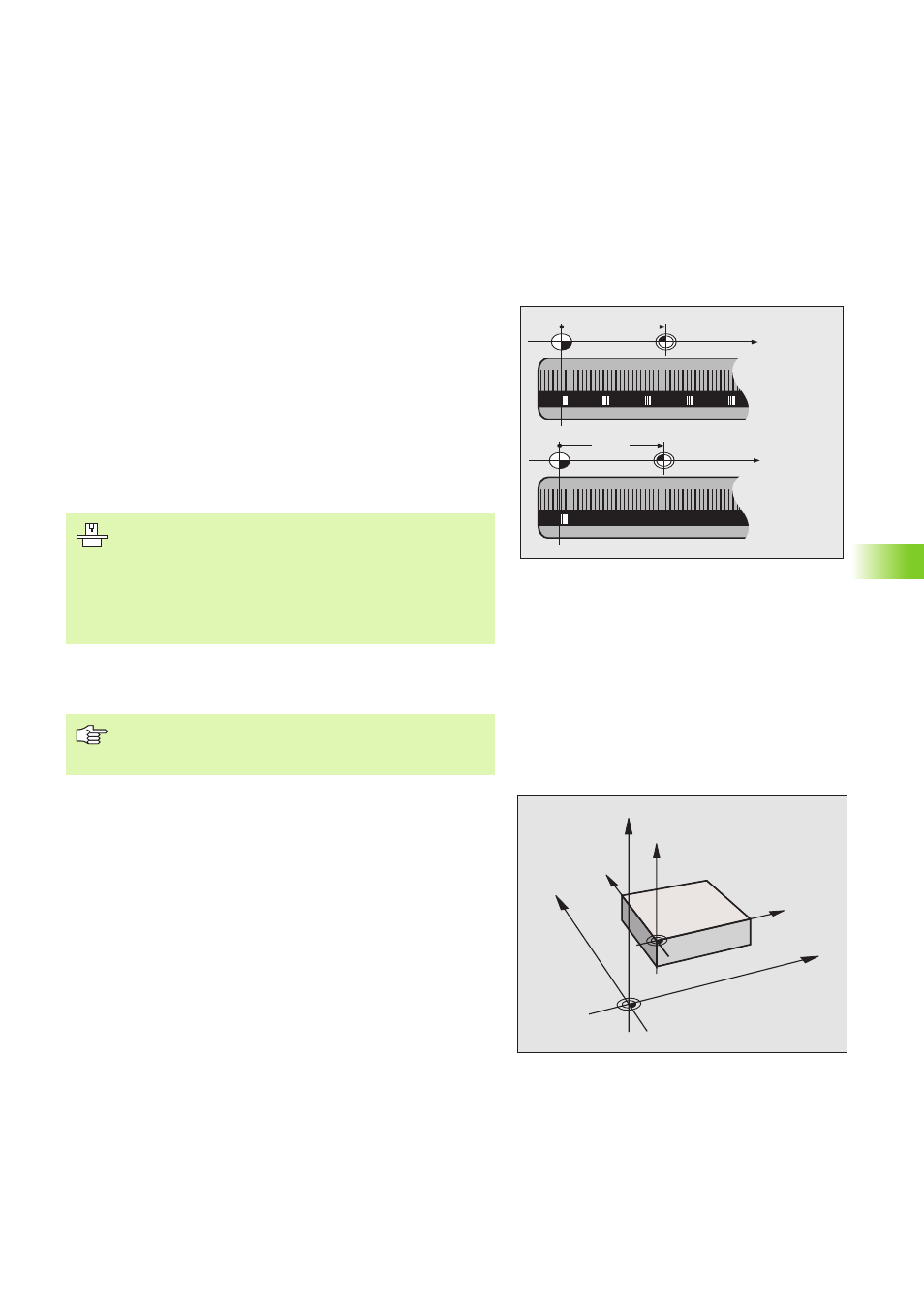
Comportamento standard
Il TNC riferisce le coordinate all’origine del pezzo.
Comportamento con M91 – Origine della macchina
Quando le coordinate nei blocchi di posizionamento devono riferirsi
all’origine della macchina, occorre programmare in questi blocchi la
funzione ausiliaria M91.
Il TNC visualizza i valori di coordinata riferiti all’origine della macchina.
Nell’indicazione di stato si deve commutare la visualizzazione delle
coordinate su REF, (vedere anche"Indicazione di stato" a pag. 9).
Comportamento con M92 – punto di riferimento della macchina
Quando le coordinate nei blocchi di posizionamento devono riferirsi al
punto di riferimento della macchina, occorre programmare in questi
blocchi la funzione ausiliaria M92.
Azione
M91 e M92 sono attivi solo nei blocchi di programma nei quali sono
programmati M91 o M92.
M91 e M92 sono attivi dall’inizio del blocco.
Origine del pezzo
La posizione dell’origine per le coordinate del pezzo viene definita nel
modo operativo FUNZIONAMENTO MANUALE (vedere
anche"Impostazione dell’origine" a pag. 22). Per questa definizione si
inseriscono direttamente le coordinate dell’origine per la lavorazione.
Ritorno dell’elettrodo alla fine del blocco
all’inizio dello stesso: M93
Comportamento standard
Il TNC esegue i blocchi NC come programmati.
Comportamento con M93
Alla fine del blocco il TNC riporta l’elettrodo al punto di partenza del
blocco stesso. Questo vale sia per le traiettorie lineari che per quelle
circolari ed elicoidali.
La funzione M93 è attiva solo nel blocco nel quale è stata
programmata e solo se è attiva anche la funzione M36 (erosione ON).
Oltre all'origine della macchina il Costruttore può definire
ancora un'altra posizione fissa rispetto alla macchina
(punto di riferimento della macchina).
A tal fine il Costruttore della macchina imposterà per ogni
asse la distanza del punto di riferimento della macchina
dall'origine della macchina (vedere "Manuale della
macchina").
Anche con M91 o M92 il TNC esegue correttamente la
correzione del raggio. La lunghezza dell'utensile non viene
tenuta in conto.
X(Z,Y)
X
MP
X(Z,Y)
X
MP
Z
X
Y
Z
Y
X
M