HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 68
68
Cicli di troncatura
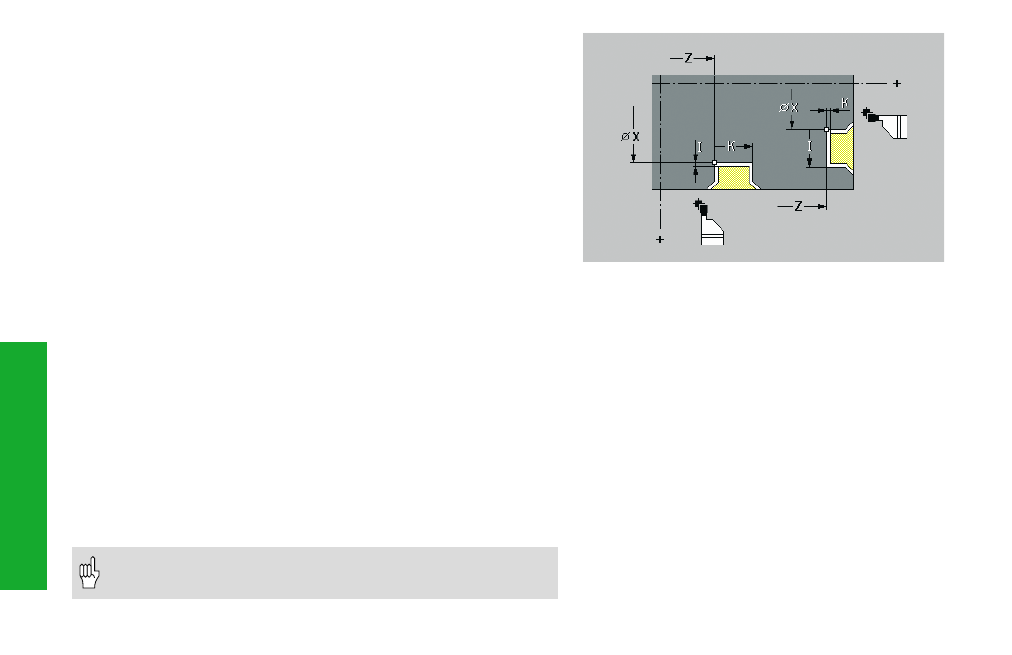
Ciclo per esecuzione gola semplice G86
L'istruzione G86 esegue gole radiali e assiali semplici con smussi.
Il MANUALplus determina la posizione della gola sulla base
dell'"orientamento utensile".
Un sovrametallo programmato viene considerato in fase di
pretroncatura. Viene quindi eseguita la troncatura (finitura). Il "Tempo di
sosta E" viene considerato soltanto per la troncatura.
L'istruzione G86 realizza gli smussi sui lati della gola. È necessario
posizionare l'utensile davanti alla gola se non si desiderano gli smussi.
La posizione di partenza può essere calcolata come segue:
XS = XK + 2 * (1,3 – b)
XS: Posizione di partenza (quota diametro)
XK: Diametro profilo
b:
Larghezza smusso
Posizione utensile a fine ciclo:
• Gola radiale: X – posiz. di partenza; Z – ultima posiz. di troncatura
• Gola assiale: X – ultima posiz. di troncatura; Z – posiz. di partenza
Parametri
X, Z:
Spigolo di base (X come quota diametro)
I, K:
Sovrametallo/Larghezza gola
• Gola radiale: I = sovrametallo; K = larghezza gola
• Gola assiale: I = larghezza gola; K = sovrametallo
Se non si indica la "Largh. gola", viene eseguita una corsa di
troncatura (larghezza gola = larghezza utensile).
E:
Tempo di sosta (tempo di rottura truciolo) – default: durata di un
giro
• Compensazione del raggio del tagliente: non eseguita.
• Sovrametalli: non vengono considerati.