HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 64
64
Cicli di aspor
tazione tr
ucioli
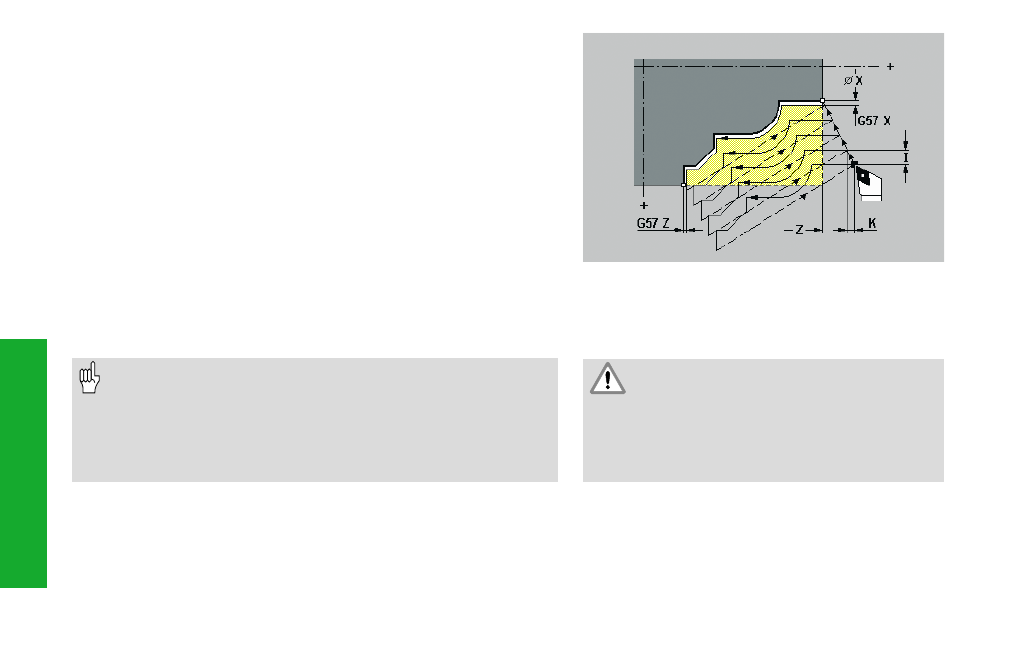
Attenzione Pericolo di collisioni!
Dopo una passata l'utensile ritorna in diagona-
le per avanzare per la passata successiva. Se
sussiste il rischio di collisione, è necessario
programmare un percorso in rapido
supplementare.
Ciclo di ripetizione profilo semplice G83
L'istruzione G83 esegue più volte le funzioni programmate nei blocchi
successivi. Nei blocchi successivi si programmano percorsi di
traslazione semplici o cicli senza descrizione profilo. L'istruzione G80
termina il ciclo di lavorazione.
G83 inizia la lavorazione del ciclo a partire dalla posizione utensile. Prima
di ogni passata il ciclo avanza di "I, K". Quindi viene eseguita la
lavorazione definita nei blocchi successivi, considerando la distanza da
posizione utensile a punto di partenza del profilo quale "sovrametallo".
G83 ripete tale procedura fino a raggiungere il "Punto di partenza".
Posizione utensile a fine ciclo: punto di partenza ciclo.
G83 non deve essere annidata, nemmeno con la chiamata di
sottoprogrammi.
Parametri
X, Z:
Punto di partenza (X come quota diametro)
I/K:
Avanzamento massimo (immettere I, K senza segno)
• Compensazione del raggio del tagliente: non viene
eseguita; può essere programmata separatamente con
G41/G42 e quindi nuovamente disattivata con G40.
• Sovrametalli: i sovrametalli G57 vengono considerati.
Un sovrametallo G58 viene considerato, se è attiva la SRK.
Una volta eseguito il ciclo, i sovrametalli rimangono attivi.