HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 63
63
Cicli di aspor
tazione tr
ucioli
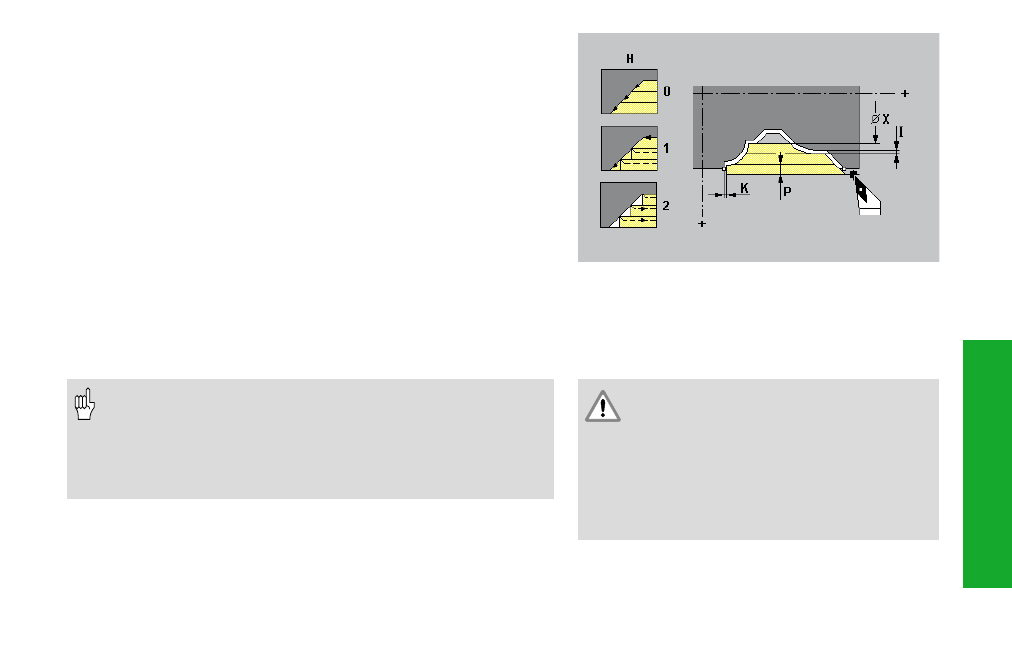
Sgrossatura profilo assiale con entrata G819
Sgrossatura profilo radiale con entrata G829
L'istruzione G819/G829 lavora (sgrossa) l'area del profilo descritta dalla
posizione utensile e dai blocchi successivi, entrando nel materiale.
Posizione utensile a fine ciclo: punto di partenza ciclo.
Parametri
X/Z:
Limitazione di taglio (X come quota diametro)
P:
Avanzamento massimo
E:
Avanzamento in entrata
• E=0: senza lavorazione dei profili inclinati
• Nessuna immissione: riduzione dell'avanzamento in funzione
dell'angolo di entrata; riduzione massima: 50%.
H:
Tipo di allontanamento – default: 1
• 0: asportazione trucioli dopo ogni passata lungo il profilo
• 1: sollevamento a 45°; asportazione trucioli con l'ultima
passata lungo il profilo
• 2: sollevamento a 45°; nessuna passata lungo il profilo
I/K:
Sovrametalli – default: 0
• Compensazione del raggio del tagliente: viene eseguita.
• Sovrametalli: i sovrametalli programmati con G57/G58
vengono considerati, se nel ciclo non è indicato I/K. Una volta
eseguito il ciclo, i sovrametalli vengono cancellati.
• Dopo ogni passata la distanza di sicurezza viene modificata
in "Parametri attuali – Lavorazione – Distanze di sicurezza".
Attenzione Pericolo di collisioni!
• Se l'angolo di inclinazione e dell'inserto non
sono definiti, l'utensile inizia la lavorazione
con l'angolo di entrata.
• Se l'angolo di inclinazione e dell'inserto sono
definiti, l'utensile penetra nel mate-
riale con l'angolo di entrata massimo pos-
sibile. Il materiale residuo viene ignorato.
Esempio: Sgrossatura profilo assiale G819