HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 14
14
P
assat
e sing
ole
Lavorazione circolare
(Tramite softkey si seleziona se la lavorazione circolare
deve essere eseguita in senso orario o antiorario.)
L'utensile si sposta in avanzamento circolare dal "Punto di partenza X,
Z" fino al "Punto finale profilo X2, Z2". Al termine del ciclo l'utensile si
arresta.
Contornitura circolare ("Con ritorno")
L'utensile si avvicina, esegue la passata circolare e al termine del ciclo
ritorna al "Punto di partenza".
La compensazione del raggio del tagliente viene eseguita in
modalità "Con ritorno".
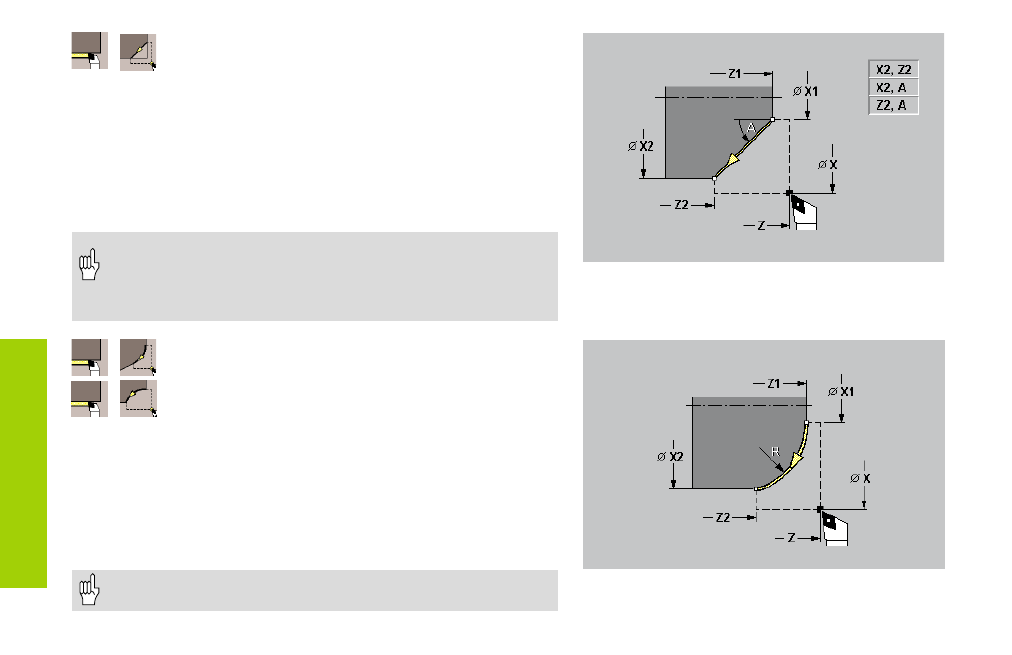
Lavorazione lineare inclinata
Il MANUALplus calcola la posizione di arrivo e avanza in lineare dal
"Punto di partenza X, Z" alla "Posizione di arrivo". Al termine del ciclo
l'utensile si arresta.
Contornitura lineare inclinata ("Con ritorno")
Il MANUALplus calcola la posizione di arrivo. Quindi l'utensile si avvicina,
esegue la passata lineare e al termine del ciclo ritorna al "Punto di
partenza".
• La compensazione del raggio del tagliente viene eseguita in
modalità "Con ritorno".
• Combinazioni di parametri per la definizione del punto di arrivo:
vedi grafica di supporto.