HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 23
23
Cicli di troncatura
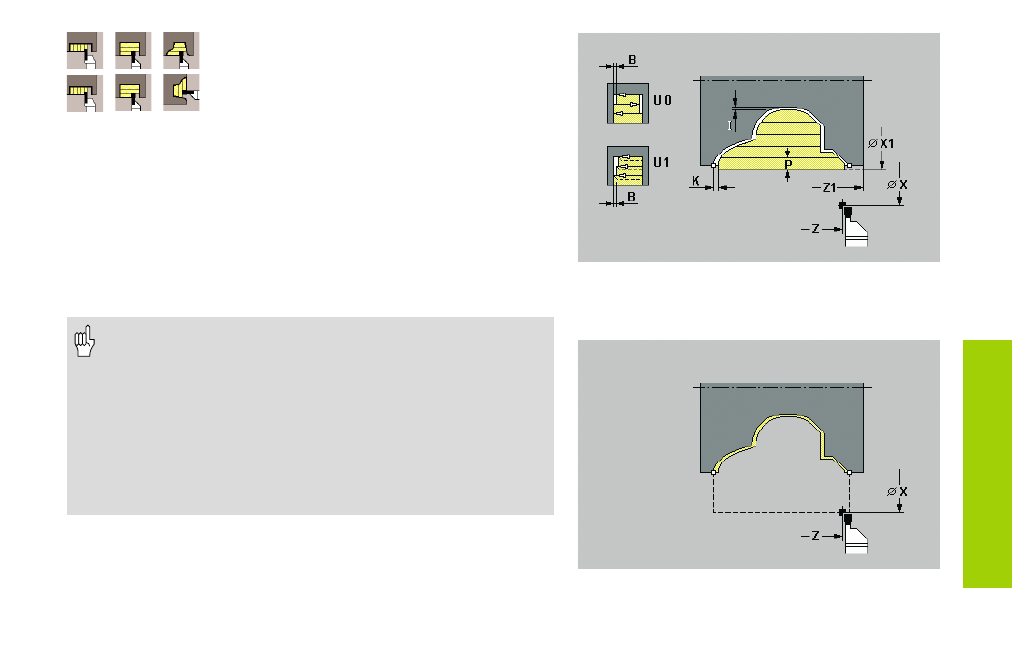
Troncatura-tornitura ICP radiale
Troncatura-tornitura ICP assiale
Per i cicli ICP i parametri di lavorazione si definiscono all'interno della
descrizione ciclo e il profilo da lavorare si specifica in una macro ICP.
Troncatura-tornitura: il ciclo lavora l'area descritta da "Punto di
partenza X, Z" e "Profilo ICP N" con movimenti alternati di troncatura e
sgrossatura.
Troncatura-tornitura – Finitura: il ciclo rifinisce la parte del profilo
descritta nel "Profilo ICP N", lavorando il materiale indicato in
"Sovrametalli I,K".
Troncatura-tornitura: definire per
• profili discendenti: solo il "Punto di partenza X, Z", non il
"Punto iniziale profilo X1, Z1"
• profili ascendenti: il "Punto di partenza X, Z" e il "Punto
iniziale profilo X1, Z1"
Finitura:
• Al termine del ciclo l'utensile ritorna al "Punto di partenza X, Z".
• Con i "Sovrametalli I,K" si definisce il materiale lavorato con il
ciclo di finitura.