HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 67
67
Cicli di aspor
tazione tr
ucioli
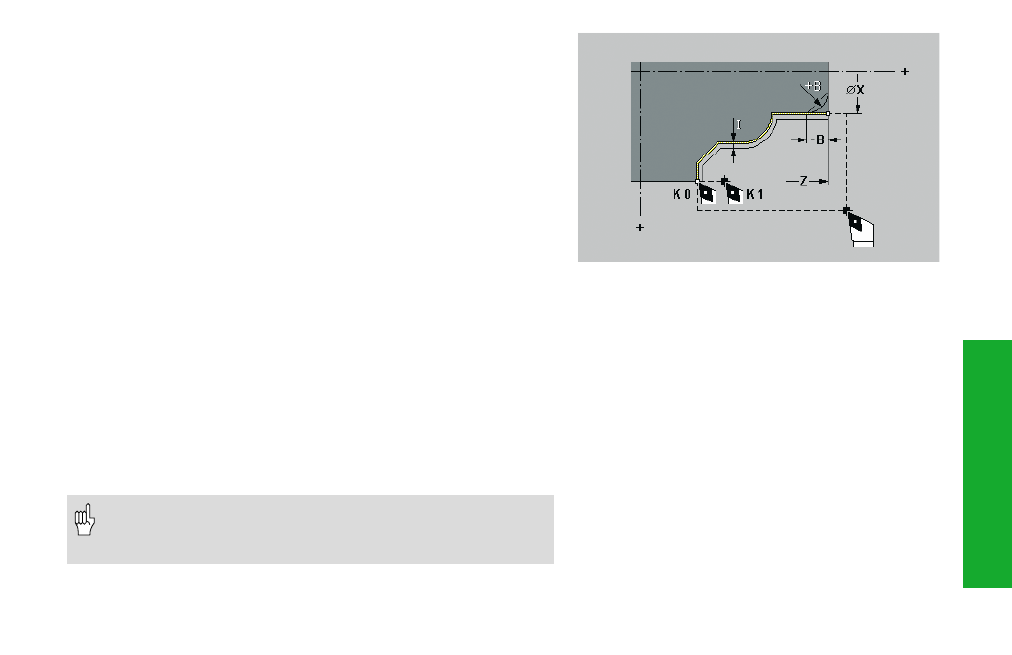
Ciclo di finitura profilo G89
L'istruzione G89 rifinisce la parte del profilo descritta nei blocchi successivi.
Con SRK: G41/G42 nel blocco dopo G89 attiva la compensazione SRK e
definisce se l'utensile lavora a sinistra o a destra del profilo (riferimento:
direzione del profilo).
• G41: a destra del profilo
• G42: a sinistra del profilo
La compensazione SRK viene disattivata a fine ciclo.
Senza SRK: non programmare G41/G42 nel blocco dopo G89.
Parametri
B:
Smusso/Arrotondamento (a inizio della parte del profilo)
• B>0: raggio arrotondamento
• B<0: larghezza smusso
I:
Sovrametallo (equidistante); ammesso sovrametallo negativo
K:
Sollevamento a fine ciclo
• Nessuna immissione: ritorno al punto di partenza
• K=0: utensile fermo a fine ciclo
• K>0: utensile sollevato di K
J:
Posizione elemento (se la parte del profilo inizia con uno smusso/
arrotondamento) – default: 1; elemento di riferimento:
• J = 1:
elemento radiale in direzione +X
• J=–1:
elemento radiale in direzione –X
• J = 2:
elemento assiale in direzione +Z
• J=–2:
elemento assiale in direzione –Z
Sovrametalli: i sovrametalli programmati con G58 vengono
considerati, se nel ciclo non è indicato I. Una volta eseguito il
ciclo, il sovrametallo viene cancellato.