HEIDENHAIN MANUALplus 4110 Pilot Manuale d'uso
Pagina 61
61
Cicli di aspor
tazione tr
ucioli
Esempio: Ciclo di sgrossatura assiale G81
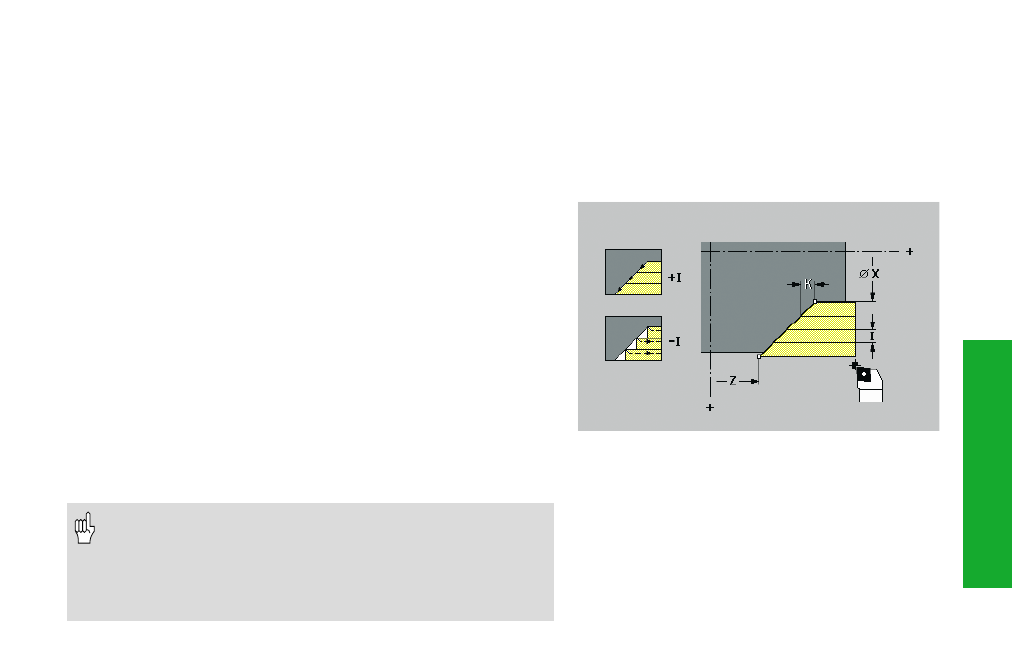
Ciclo di sgrossatura assiale G81
Ciclo di sgrossatura radiale G82
L'istruzione G81/G82 lavora (sgrossa) l'area del profilo descritta dalla
posizione attuale dell'utensile e da "X, Z". In caso di diagonale, definire
l'angolo con I e K.
Parametri
X/Z:
Punto iniziale/Punto finale profilo (X come quota diametro)
I/K:
Offset/Avanzamento massimo
• I/K>0: con finitura profilo
• I/K<0: senza finitura profilo
Q:
Avanzamento funzione G – default: 0
• 0: avanzamento con G0 (rapido)
• 1: avanzamento con G1 (avanzamento
V:
Raggiungimento punto di partenza (tipo di svincolo) – default: 0
• 0: ritorno a punto di partenza ciclo/ultima coord. di sollevam.
• 1: ritorno a punto di partenza ciclo in X e Z
• Compensazione del raggio del tagliente: non eseguita.
• Sovrametalli: i sovrametalli programmati con G57 vengono
considerati e rimangono attivi dopo l'esecuzione del ciclo.
• Sovrametalli per profili interni: programmare sovrametalli
G57 negativi (possibile solo con "Immiss. libera").
• La distanza di sicurezza dopo ogni passata è di 1mm.
Fine ciclo G80
L'istruzione G80 chiude la descrizione del profilo dopo cicli di
asportazione trucioli, troncatura, esecuzione scarico e fresatura.
In questo blocco non deve essere presente alcuna istruzione eccetto
G80.