Creazione del programma ciclo – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 58
Primi passi con TNC 640
1.3
Programmazione della prima parte
1
58
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
Creazione del programma ciclo
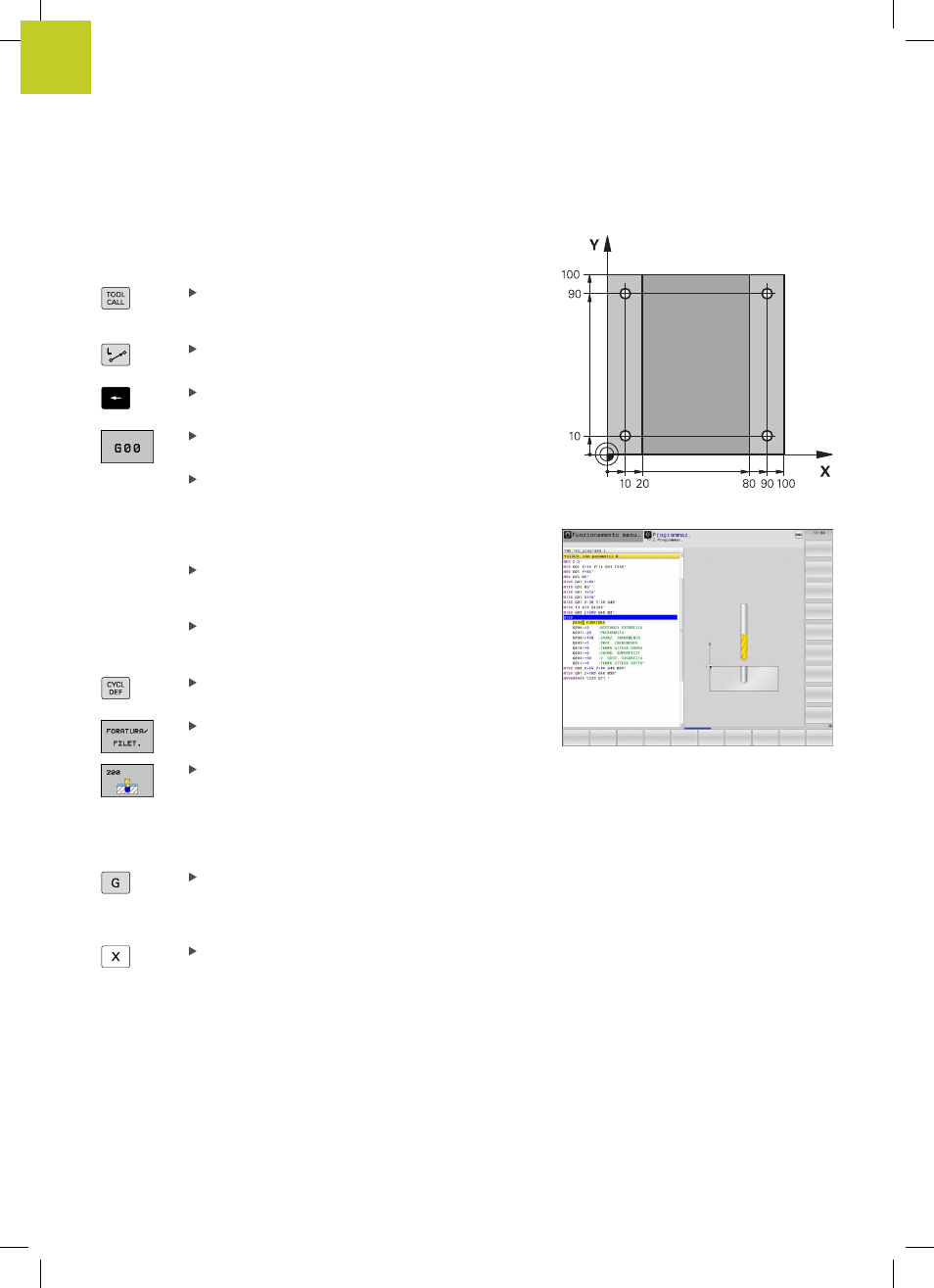
I fori rappresentati a destra in figura (profondità 20 mm) dovrebbero
essere realizzati con un ciclo di foratura standard. La definizione del
pezzo grezzo è già stata creata.
Chiamata utensile: inserire i dati utensile.
Confermare ogni immissione con il tasto
ent, non
tralasciare l'asse utensile
Premere il tasto
L per aprire un blocco di
programma per un movimento rettilineo
Spostarsi con il tasto freccia a sinistra nel campo
di immissione delle funzioni G
Selezionare il softkey
G0 per un movimento di
traslazione in rapido
Disimpegno utensile: premere il tasto arancione
dell'asse
Z per procedere al disimpegno nell'asse
utensile e inserire il valore della posizione da
raggiungere, ad es. 250. Confermare con il tasto
ENT
Corr. raggio: RL/RR/senza corr.? Confermare con
il tasto ENT: senza attivazione della correzione del
raggio
Confermare
Funzione M ausiliaria? con il tasto
END: il TNC memorizza il blocco di traslazione
immesso
Richiamare il menu dei cicli
Visualizzare i cicli di foratura
Selezionare il ciclo di foratura standard 200: il TNC
avvia il dialogo per la definizione del ciclo. Inserire
i parametri richiesti dal TNC, passo dopo passo,
confermando ogni inserimento con il tasto
ENT. Il
TNC visualizza sulla destra anche un grafico in cui
è rappresentato il relativo parametro ciclo
Inserire
0 per raggiungere la prima posizione di
foratura: inserire le
coordinate della posizione
di foratura, inserire refrigerante e mandrino,
richiamare il ciclo con
M99
Inserire
0 per raggiungere la successiva posizione
di foratura: inserire le
coordinate delle relative
posizioni di foratura, richiamare il ciclo con
M99