HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 216
Programmazione: programmazione di profili
6.4
Movimenti traiettoria - Coordinate cartesiane
6
216
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
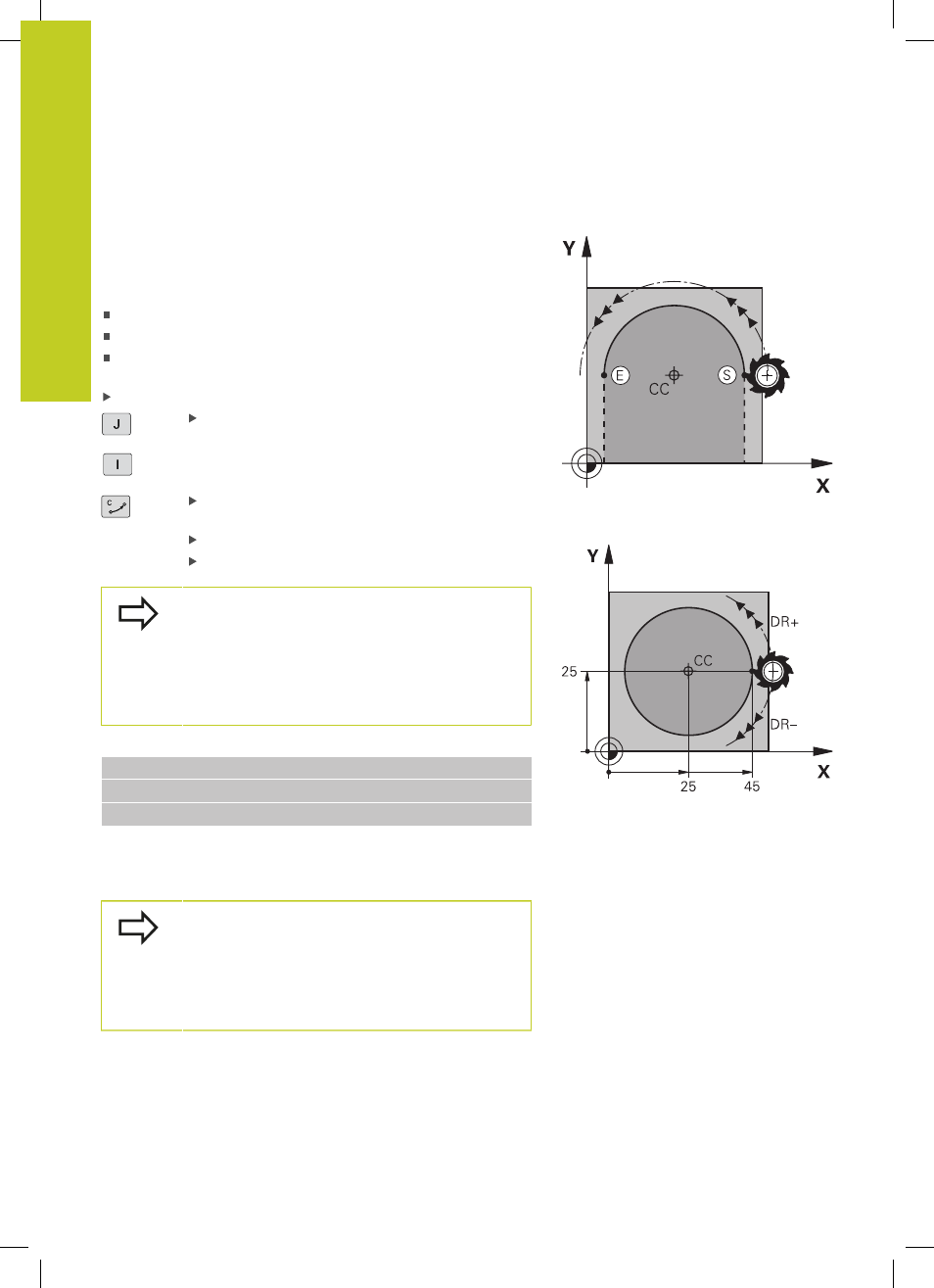
Traiettoria circolare
C intorno al centro del cerchio CC
Il centro del cerchio
I, J deve essere definito prima di programmare
la traiettoria circolare. L'ultima posizione dell'utensile programmata
prima della traiettoria circolare corrisponde al suo punto di partenza.
Senso di rotazione
In senso orario:
G02
In senso antiorario:
G03
Senza indicazione del senso di rotazione:
G05. Il TNC esegue la
traiettoria circolare con l'ultimo senso di rotazione programmato
Portare l'utensile sul punto di partenza della traiettoria circolare
Inserire le
Coordinate del centro del cerchio
Inserire le
Coordinate del punto finale dell'arco di
cerchio, se necessario:
Avanzamento F
Funzione ausiliaria M
Di norma il TNC percorre le traiettorie circolari nel
piano di lavoro attivo. Se sono stati programmati
cerchi che non si trovano nel piano di lavoro
attivo, ad es.
G2 Z... X... con l'asse utensile Z, e
contemporaneamente il piano di lavoro viene ruotato,
il TNC percorre un cerchio nello spazio, vale a dire un
cerchio in 3 assi (opzione software 1).
Blocchi esemplificativi NC
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Cerchio completo
Per il cerchio completo occorre programmare per il punto finale le
stesse coordinate del punto di partenza.
Il punto di partenza e il punto finale del movimento
circolare devono trovarsi sulla traiettoria circolare.
Tolleranza di inserimento: fino a 0,016 mm (definibile
tramite parametro macchina
circleDeviation).
Cerchio minimo che il TNC può percorrere:
0,0016 µm.