Compensazione del raggio del tagliente srk – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 442
Programmazione: tornitura
14.2 Funzioni base (opzione software 50)
14
442
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
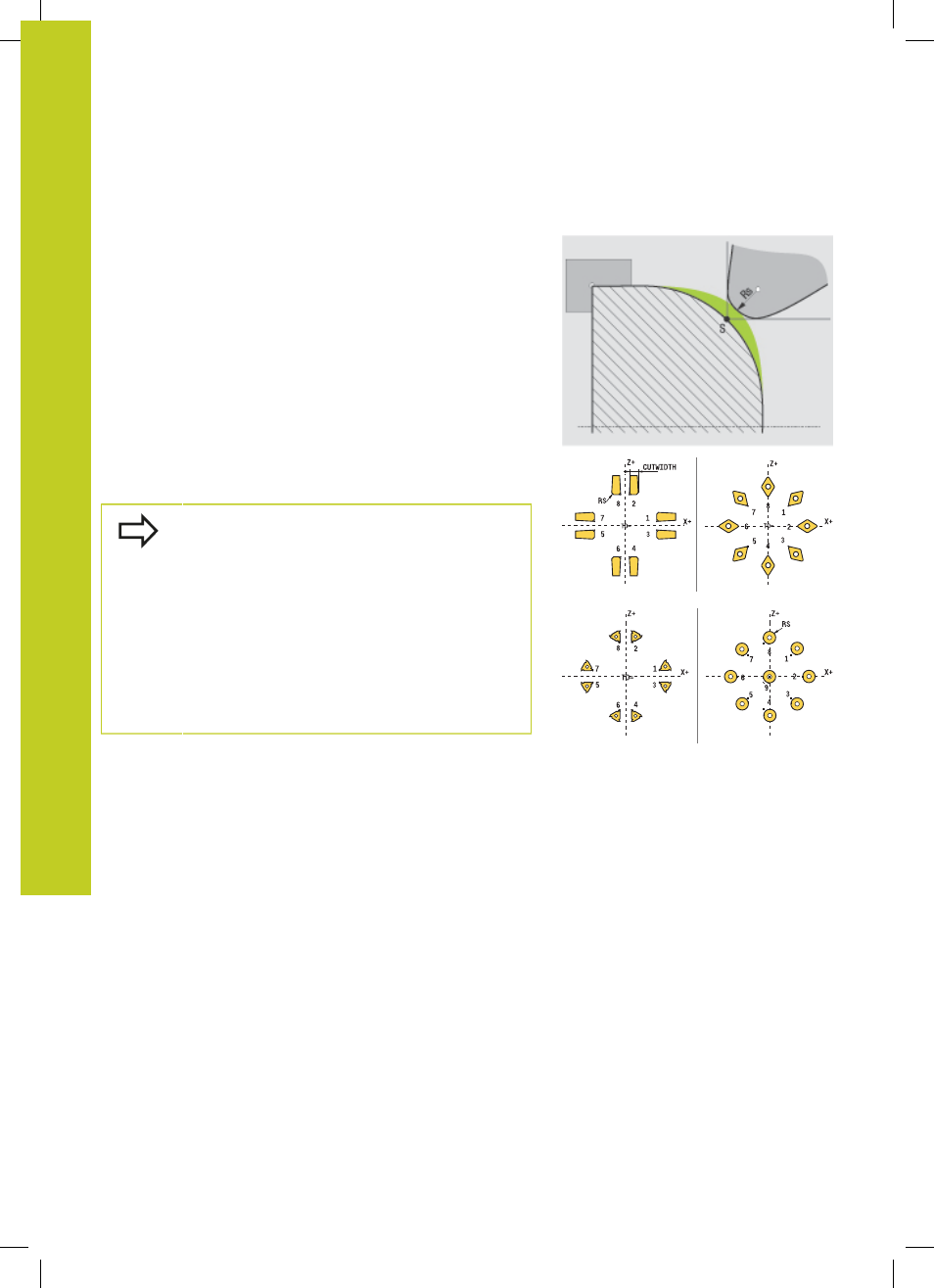
Compensazione del raggio del tagliente SRK
Gli utensili di tornitura presentano un raggio del tagliente (
RS)
sulla punta dell'utensile. Nella lavorazione di sfere, smussi e
raggi risultano così distorsioni sul profilo, in quanto i percorsi di
traslazione programmati si riferiscono di norma alla punta teorica
del tagliente S (vedere figura in alto a destra). La compensazione
SRK impedisce gli scostamenti da ciò risultanti.
Nei cicli di tornitura il TNC esegue automaticamente la
compensazione del raggio del tagliente. Nei singoli blocchi di
traslazione e all'interno dei profili programmati la compensazione
SRK si attiva con
RL o RR.
Nei cicli di tornitura il TNC verifica la geometria del tagliente sulla
base dell'angolo dell'inserto
P-ANGLE e dell'angolo di registrazione
T-ANGLE. Il TNC lavora gli elementi del profilo nel ciclo soltanto
nella misura in cui ciò è possibile con il relativo utensile. Il TNC
emette un allarme se rimane materiale residuo.
Con posizione neutra del tagliente (
TO=2;4;6;8) la
direzione della correzione del raggio non è univoca. In
tali casi la compensazione SRK è possibile soltanto
all'interno di cicli.
Il TNC può eseguire una correzione del raggio del
tagliente anche durante una lavorazione inclinata. Si
applica la seguente limitazione: qualora la lavorazione
inclinata sia stata attivata con M128, la correzione
del raggio del tagliente non è possibile senza ciclo,
ossia in blocchi di traslazione con
RL/RR. Se si attiva
la lavorazione inclinata con
M144, tale limitazione non
si applica.