2 sottoprogrammi, Procedura, Note per la programmazione – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 251: Programmazione di un sottoprogramma, Sottoprogrammi, Sottoprogrammi 8.2
Sottoprogrammi
8.2
8
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
251
8.2
Sottoprogrammi
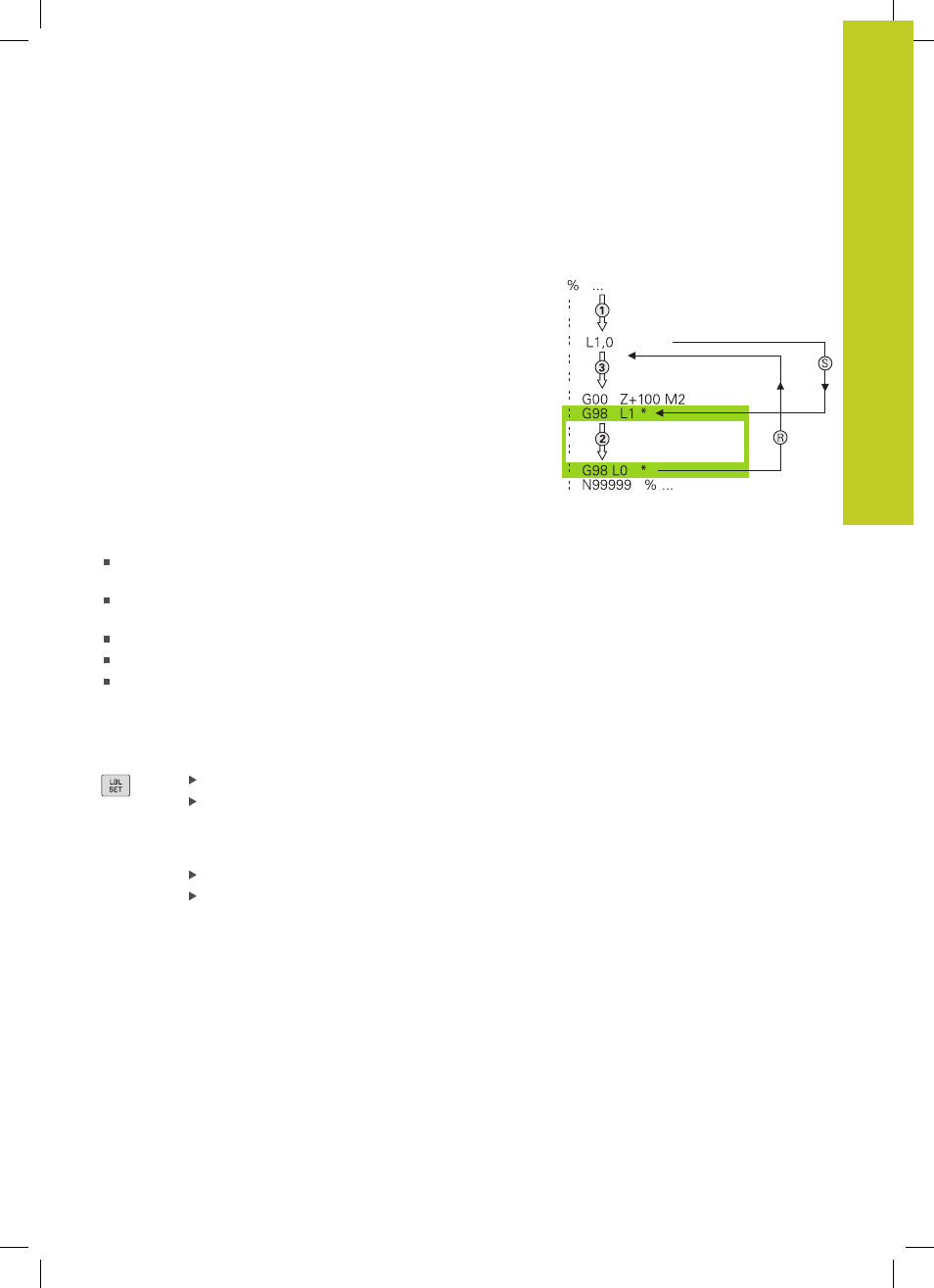
Procedura
1 Il TNC esegue il programma di lavorazione fino alla chiamata di
un sottoprogramma con
Ln,0
2 Da questo punto il TNC esegue il sottoprogramma richiamato
fino alla sua fine, programmata con
G98 L0
3 Successivamente il TNC continua il programma di lavorazione
con il blocco che segue la chiamata del sottoprogramma
Ln,0
Note per la programmazione
Un programma principale può contenere un numero a piacere di
sottoprogrammi
I sottoprogrammi possono essere richiamati un numero di volte
qualsiasi nella sequenza desiderata
Un sottoprogramma non può richiamare se stesso
Programmare i sottoprogrammi dopo il blocco con M2 o M30
I sottoprogrammi che si trovano nel programma di lavorazione
prima del blocco con M2 o M30 vengono comunque eseguiti
una volta senza essere chiamati
Programmazione di un sottoprogramma
Etichettare l'inizio: premere il tasto
LBL SET
Inserire il numero di sottoprogramma. Se si
desidera utilizzare nomi di LABEL: premere il
softkey
NOME LBL per passare all'inserimento di
testi
Inserire il contenuto
Etichettare la fine: premere il tasto
LBL SET e
inserire il numero label
0