5 function tcpm (opzione software 2), Funzione, Definizione di function tcpm – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 417: Function tcpm (opzione software 2), Function tcpm (opzione software 2) 12.5
FUNCTION TCPM (opzione software 2) 12.5
12
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
417
12.5
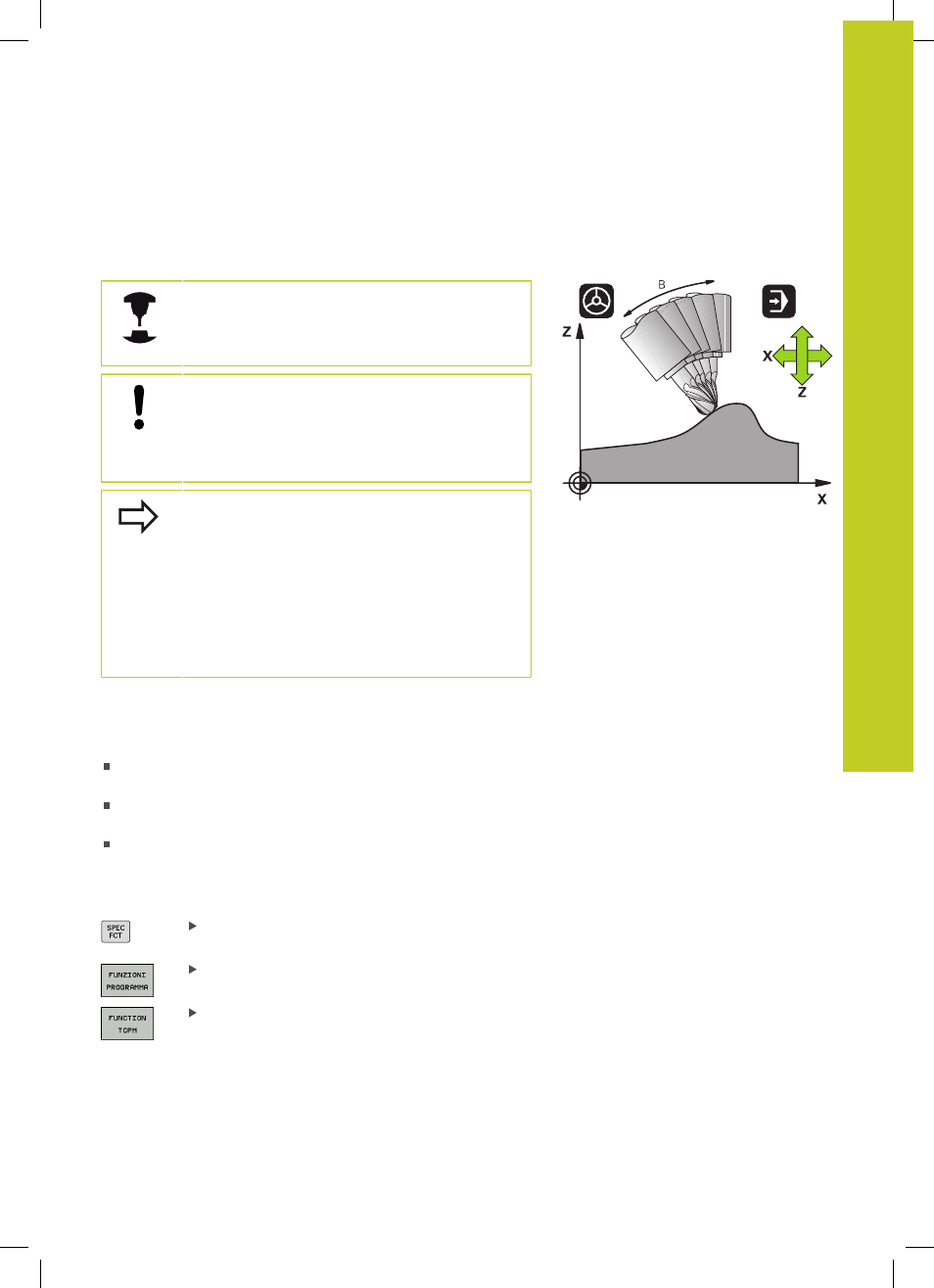
FUNCTION TCPM (opzione software 2)
Funzione
La geometria della macchina deve essere definita
nella descrizione della cinematica dal suo costruttore.
Per assi orientabili con dentatura Hirth:
Modificare la posizione dell'asse rotativo unicamente
dopo aver portato l'utensile fuori ingombro. Il ritiro
dalla dentatura potrebbe altrimenti danneggiare il
profilo.
Prima di eseguire posizionamenti con
M91 oppure
M92 e prima di un TOOL CALL: annullare FUNCTION
TCPM.
Per evitare lesioni del profilo, con
FUNCTION TCPM si
dovrebbero utilizzare solo frese a raggio frontale.
La lunghezza dell'utensile deve essere riferita al
centro della sfera della fresa a raggio frontale.
Se è attiva
FUNCTION TCPM, il TNC visualizza
nell'indicazione di posizione il simbolo
TCPM.
FUNCTION TCPM è uno sviluppo della funzione M128, con cui si
può definire il comportamento del TNC nel posizionamento di assi
rotativi. A differenza di
M128, con FUNCTION TCPM è possibile
definire autonomamente il comportamento di diverse funzionalità:
comportamento dell'avanzamento programmato:
F TCP / F
CONT
interpretazione delle coordinate di asse rotativo programmate
nel programma NC:
AXIS POS / AXIS SPAT
tipo di interpolazione tra la posizione di partenza e quella finale:
PATHCTRL AXIS / PATHCTRL VECTOR
Definizione di FUNCTION TCPM
Selezionare le funzioni speciali
Selezionare gli aiuti di programmazione
Selezionare la funzione FUNCTION TCPM