Ciclo misurazione sbilanciamento, Funzioni di sbilanciamento 14.3 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 453
Funzioni di sbilanciamento 14.3
14
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
453
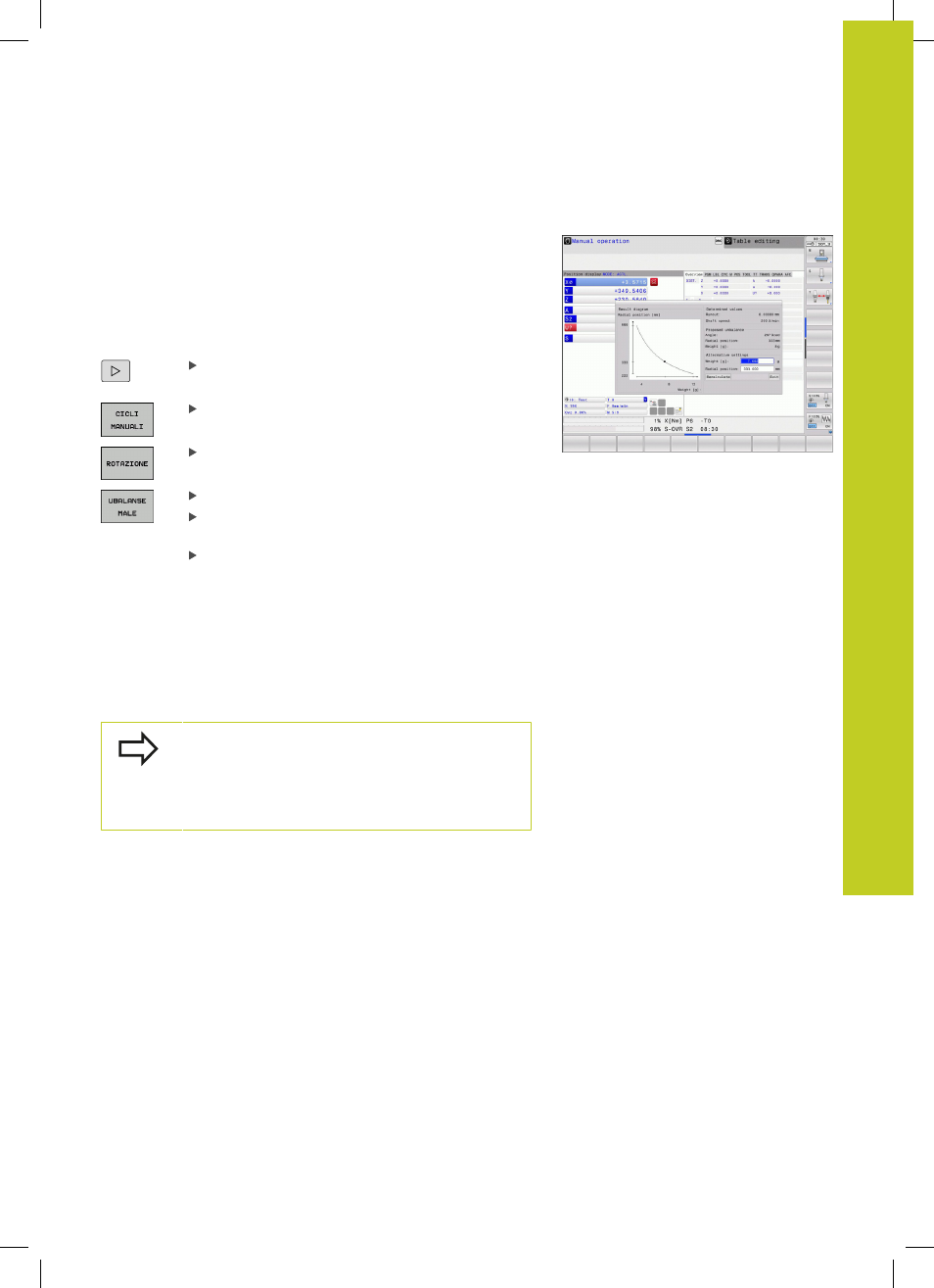
Ciclo Misurazione sbilanciamento
Per eseguire le lavorazioni di tornitura in modo corretto e sicuro,
è necessario controllare lo sbilanciamento del pezzo serrato e
compensare con il peso idoneo. Il TNC mette a disposizione a tale
scopo il ciclo "Misurazione sbilanciamento". Il ciclo Misurazione
sbilanciamento determina lo sbilanciamento del pezzo e calcola la
massa e la posizione di un peso di compensazione.
Determinazione dello sbilanciamento
Commutare il livello softkey in Funzionamento
manuale
Selezionare il softkey
CICLI MANUALI
Selezionare il softkey
TORNIRE
Selezionare il softkey MISURA SBILANC.
Inserire il numero di giri per rilevamento
sbilanciamento
Premere Avvio NC: il ciclo avvia la rotazione della
tavola con basso numero di giri e lo aumenta
gradualmente fino a raggiungere il numero di giri
predefinito. Il TNC apre una finestra in cui vengono
visualizzate la massa calcolata e la posizione
radiale del peso di compensazione.
Se si intende utilizzare un'altra posizione radiale o una massa
diversa per il peso di compensazione, è possibile sovrascrivere uno
dei due valori e ricalcolare l'altro valore.
Controllare lo sbilanciamento dopo il serraggio di un
peso di compensazione ripetendo la misurazione.
A volte può risultare necessario dover posizionare in
punti diversi due o più pesi di compensazione al fine
di correggere lo sbilanciamento.