Introduzione – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 498
Funzionamento manuale e allineamento
15.8 Compensazione della posizione inclinata del pezzo con sistema di
tastatura 3D
15
498
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
15.8
Compensazione della posizione
inclinata del pezzo con sistema di
tastatura 3D
Introduzione
HEIDENHAIN si assume la garanzia per le funzioni
dei cicli di tastatura soltanto nel caso in cui si
impieghino sistemi di tastatura HEIDENHAIN.
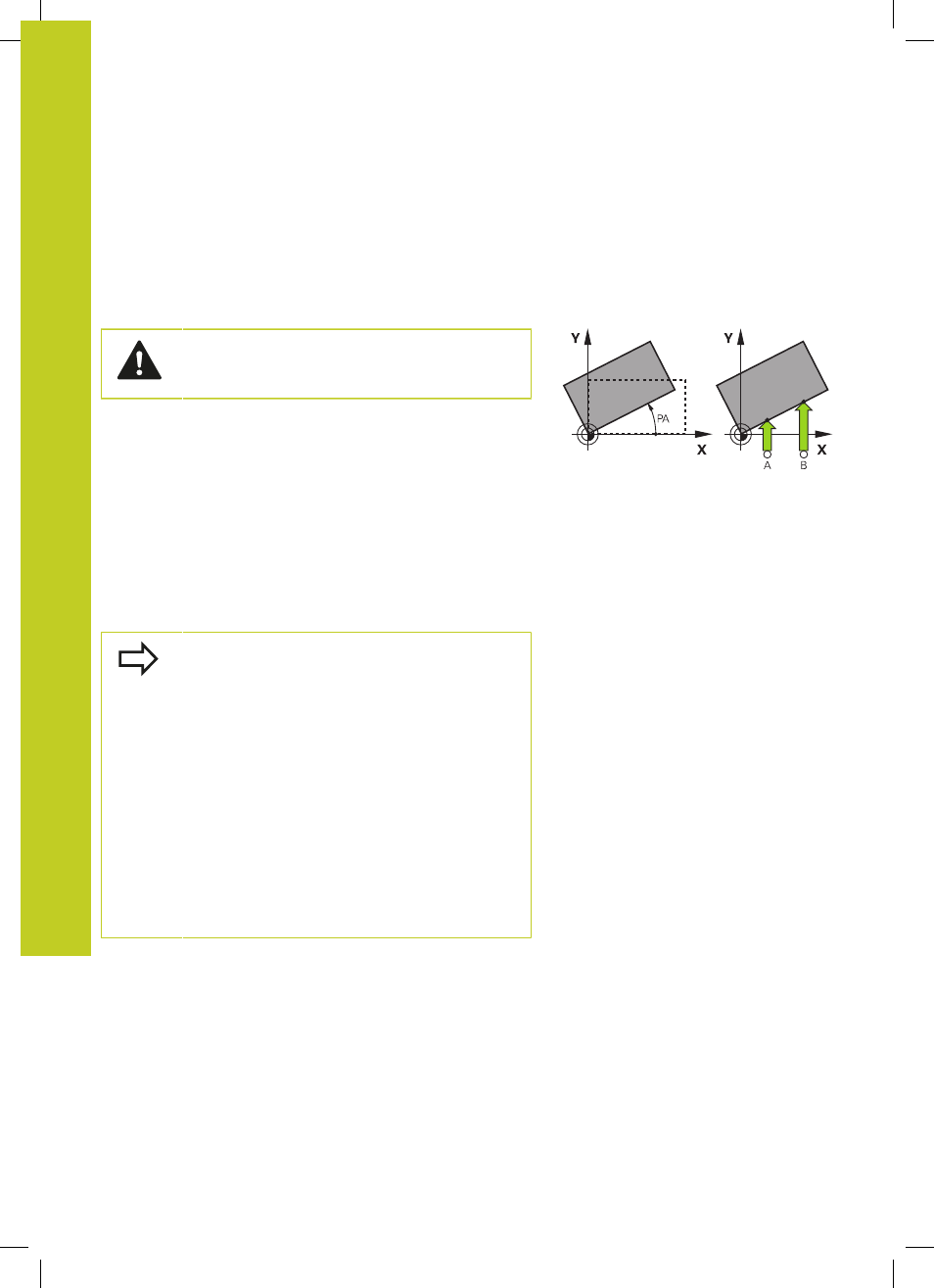
Un serraggio obliquo del pezzo viene compensato dal TNC su base
matematica mediante una "rotazione base".
A tale scopo il TNC imposta per l'angolo di rotazione l'angolo che
una superficie del pezzo deve formare con l'asse di riferimento
dell'angolo del piano di lavoro. Vedere figura a destra.
Il TNC memorizza la rotazione base, in funzione dell'asse utensile,
nelle colonne SPA, SPB o SPC della tabella Preset.
Per rilevare la rotazione base tastare due punti di una superficie
laterale del pezzo. La sequenza in cui i punti vengono tastati
influisce sull'angolo calcolato. L'angolo determinato va dal primo al
secondo punto di tastatura. La rotazione base può essere rilevata
anche tramite fori o isole.
Selezionare la direzione di tastatura per la
misurazione della posizione obliqua del pezzo
sempre perpendicolarmente all'asse di riferimento
dell'angolo.
Per calcolare correttamente la rotazione
base nell'esecuzione del programma occorre
programmare nel primo blocco di spostamento
sempre entrambe le coordinate del piano di lavoro.
Si può impiegare una rotazione base anche in
combinazione con la funzione PLANE, in questo
caso si deve attivare prima la rotazione base e poi la
funzione PLANE.
La rotazione base può essere attivata anche senza
tastare il pezzo. Inserire a tale scopo un valore nel
menu Rotazione base e premere il softkey
IMPOSTA
ROTAZIONE BASE.