Introduzione – HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 430
Programmazione: tornitura
14.1 Lavorazione di tornitura su fresatrici (opzione software 50)
14
430
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
14.1
Lavorazione di tornitura su fresatrici
(opzione software 50)
Introduzione
Su tipi speciali di fresatrici è possibile eseguire sia lavorazioni di
fresatura sia lavorazioni di tornitura. Questo consente di effettuare
completamente su un'unica macchina la lavorazione del pezzo
senza alcun riserraggio, anche quando sono richieste fresature e
torniture complesse.
La tornitura è un procedimento di lavorazione a passata in cui il
pezzo gira e viene eseguito il movimento di taglio. Un utensile fisso
esegue movimenti di incremento e avanzamento. Le lavorazioni
di tornitura vengono suddivise, a seconda della direzione di
lavorazione e della funzione, in diverse procedure di produzione,
ad es. tornitura assiale, tornitura radiale, tornitura-troncatura o
tornitura-filettatura. Il TNC propone per le diverse procedure di
produzione numerosi cicli: vedere manuale utente Programmazione
di cicli, capitolo "Tornitura".
Sul TNC è possibile passare con facilità dalla modalità di fresatura
a quella di tornitura e viceversa all'interno di un programma NC.
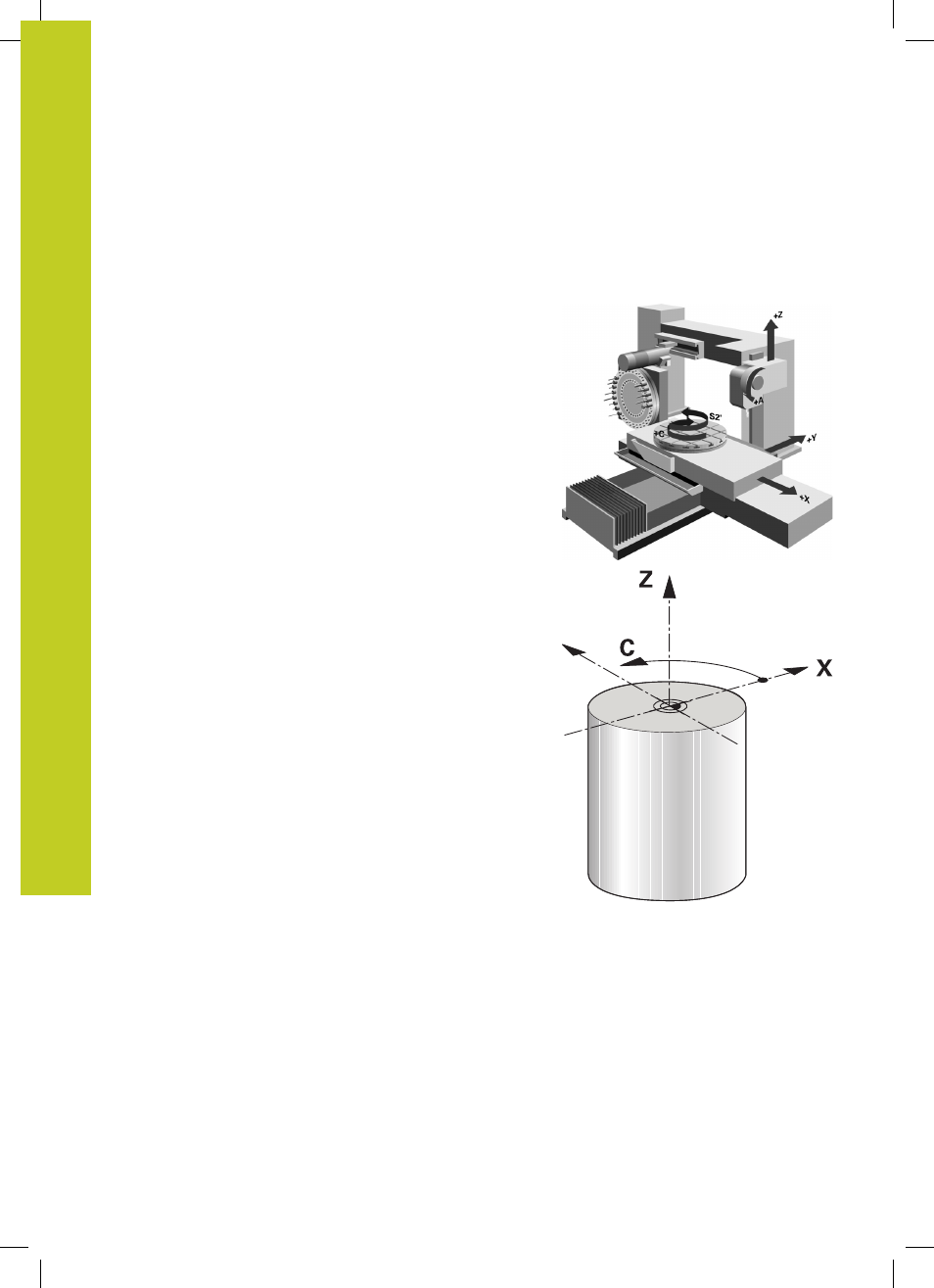
Durante la tornitura la tavola funge da mandrino di tornitura e il
mandrino di fresatura con l'utensile è fermo. Si realizzano così
profili simmetrici alla rotazione. L'origine (Preset) deve trovarsi a
tale scopo al centro del mandrino di tornitura.
Nella gestione degli utensili per tornire vengono considerate altre
descrizioni geometriche come per gli utensili per fresare o forare.
È ad esempio necessaria una definizione del raggio del tagliente
per poter eseguire una correzione. Il TNC offre a tale scopo una
gestione speciale per utensili per tornire, vedere "Dati utensile",
Pagina 437.
Per la lavorazione sono disponibili diversi cicli, che possono essere
anche impiegati con gli assi orientabili inclinati supplementari.
Pagina 449
La disposizione degli assi è fissa in fase di tornitura, affinché le
coordinate X descrivano il diametro del pezzo e le coordinate Z le
posizioni assiali.
La programmazione viene quindi sempre eseguita nel piano XZ. Gli
assi macchina impiegati per i movimenti veri e propri dipendono
dalla relativa cinematica della macchina e vengono definiti dal
costruttore della macchina stessa. I programmi NC con funzioni di
tornitura sono ampiamente interscambiabili e indipendenti dal tipo
di macchina.