HEIDENHAIN TNC 640 (34059x-04) ISO programming Manuale d'uso
Pagina 398
Programmazione: lavorazione a più assi
12.2 La funzione PLANE: rotazione del piano di lavoro
(opzione software 1)
12
398
TNC 640 | Manuale utente Programmazione DIN/ISO | 4/2014
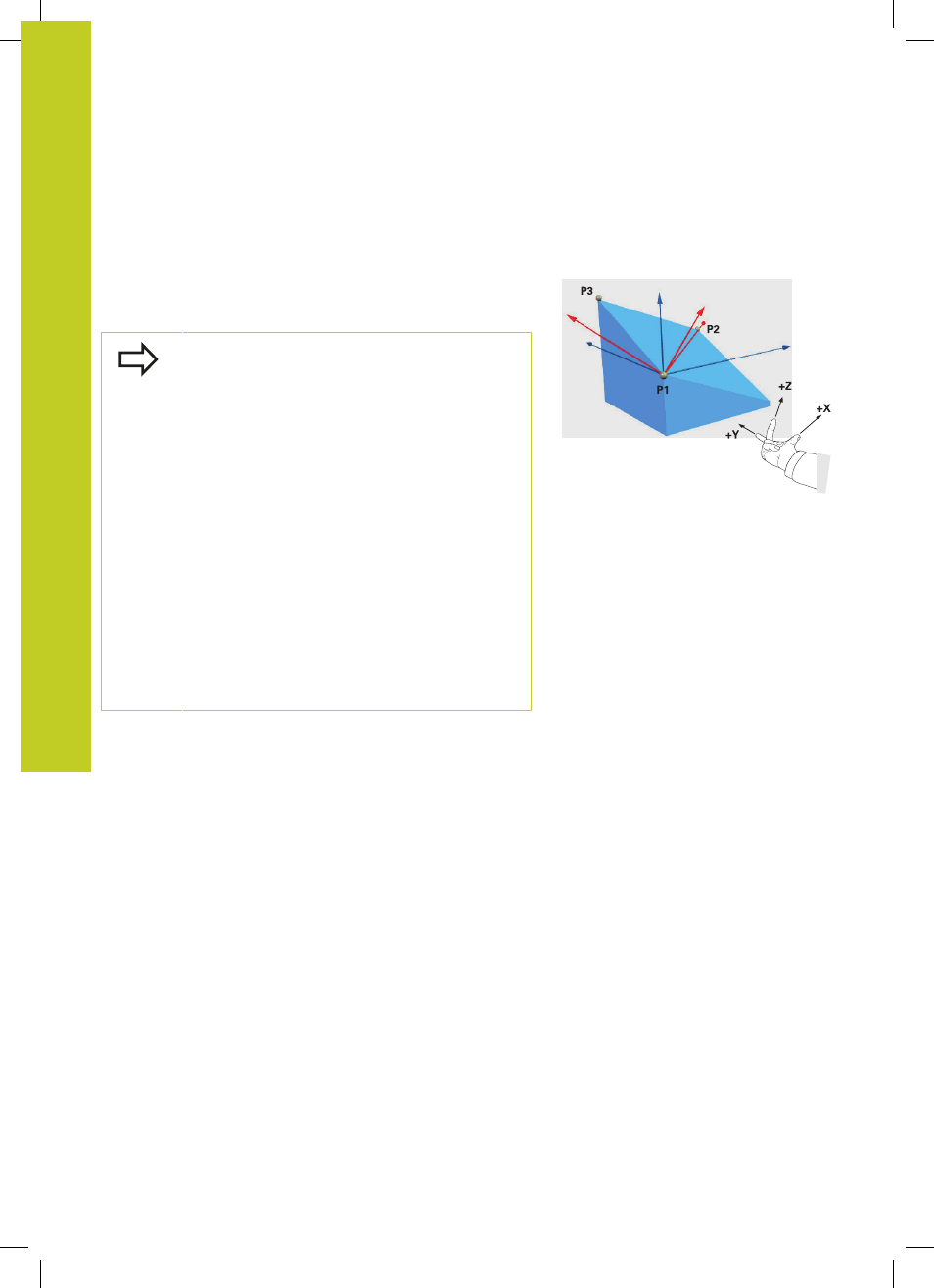
Definizione del piano di lavoro mediante tre punti:
PLANE POINTS
Applicazione
Un piano di lavoro può essere definito in modo univoco indicando
tre punti qualsiasi da P1 a P3 di tale piano
. Questa possibilità è
realizzata dalla funzione
PLANE POINTS.
Prima della programmazione
Il collegamento dal punto 1 al punto 2 definisce la
direzione dell'asse principale ruotato (X con asse
utensile Z).
La direzione dell'asse utensile ruotato si determina
con la posizione del 3° punto relativa alla linea di
collegamento tra il punto 1 e il punto 2. Con l'aiuto
della regola della mano destra (pollice = asse X,
indice = asse Y, medio = asse Z, vedere figura in alto
a destra), vale: il pollice (asse X) indica dal punto 1 al
punto 2, l'indice (asse Y) parallelo all'asse Y orientato
indica in direzione del punto 3. Quindi il medio indica
in direzione dell'asse utensile ruotato.
I tre punti definiscono l'inclinazione del piano. La
posizione dell'origine attiva non viene modificata dal
TNC.
Descrizione dei parametri per il comportamento
nel posizionamento: vedere "Definizione del
comportamento nel posizionamento della funzione
PLANE", Pagina 403.