Fresatura per ingranaggi g808, 1 1 din plus (asse y): cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 67
HEIDENHAIN CNC PILOT 4290
67
1
.1
1
DIN PLUS (asse Y): cicli di fr
esat
ur
a
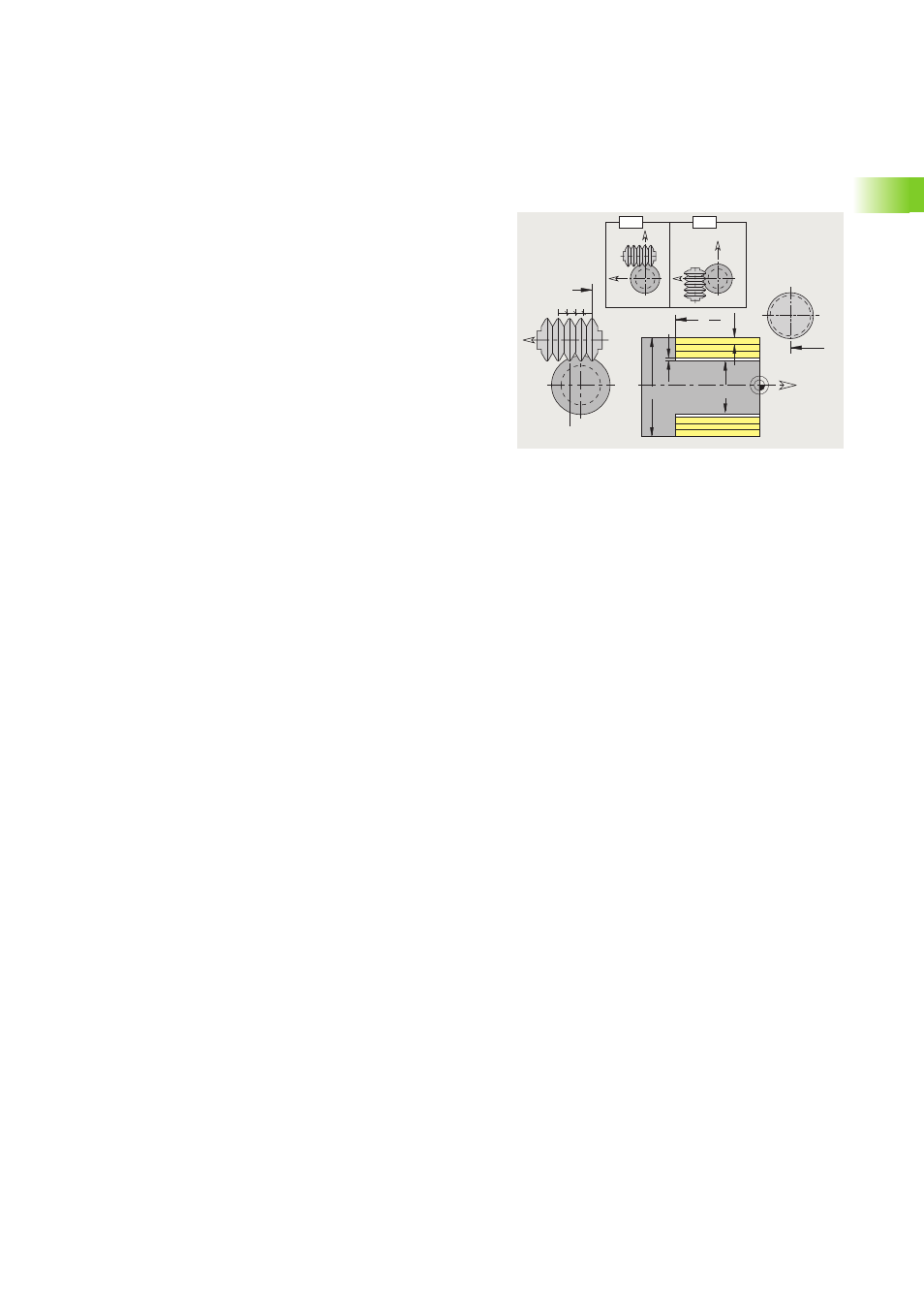
Fresatura per ingranaggi G808
A partire dalla versione software 625 952-05
G808 fresa il profilo di un ingranaggio dal "Punto di partenza Z" al "Punto
finale K". Indicare in W la posizione angolare dell'utensile.
Se si programma un sovrametallo, la fresatura per ingranaggi viene
ripartita in prelavorazione e successiva finitura.
Nei parametri O, R e V si definisce lo "spostamento" dell'utensile. Con
lo spostamento di R si ottiene un'usura uniforme della fresa a vite.
Z
K
P
I
A
Y
Y=0
O
R R R R
V=4
B
Z
Y
X
X
Y
H=0
H=1
Parametri
Z
Punto di partenza
K
Punto finale
A
Diametro interno
B
Diametro esterno
W
Posizione angolare
J
Numero denti pezzo
D
Senso di rotazione del pezzo
3: M3
4: M4
S
Velocità di taglio [m/min]
P
Accostamento massimo
F
Avanzamento al giro
I
Sovrametallo
E
Avanzamento finitura
O
Spostamento posizione di partenza
R
Valore di spostamento
V
Numero di spostamenti
H
Asse di accostamento
0: l'accostamento ha luogo in direzione X
1: l'accostamento ha luogo in direzione Y
Q
Mandrino pezzo
0: il mandrino 0 (mandrino principale) blocca il pezzo
3: il mandrino 3 (contromandrino) blocca il pezzo
U
Rapporto di trasmissione utensile