Fresatura di tasche finitura g846 (asse y), 1 1 din plus (asse y): cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 61
HEIDENHAIN CNC PILOT 4290
61
1
.1
1
DIN PLUS (asse Y): cicli di fr
esat
ur
a
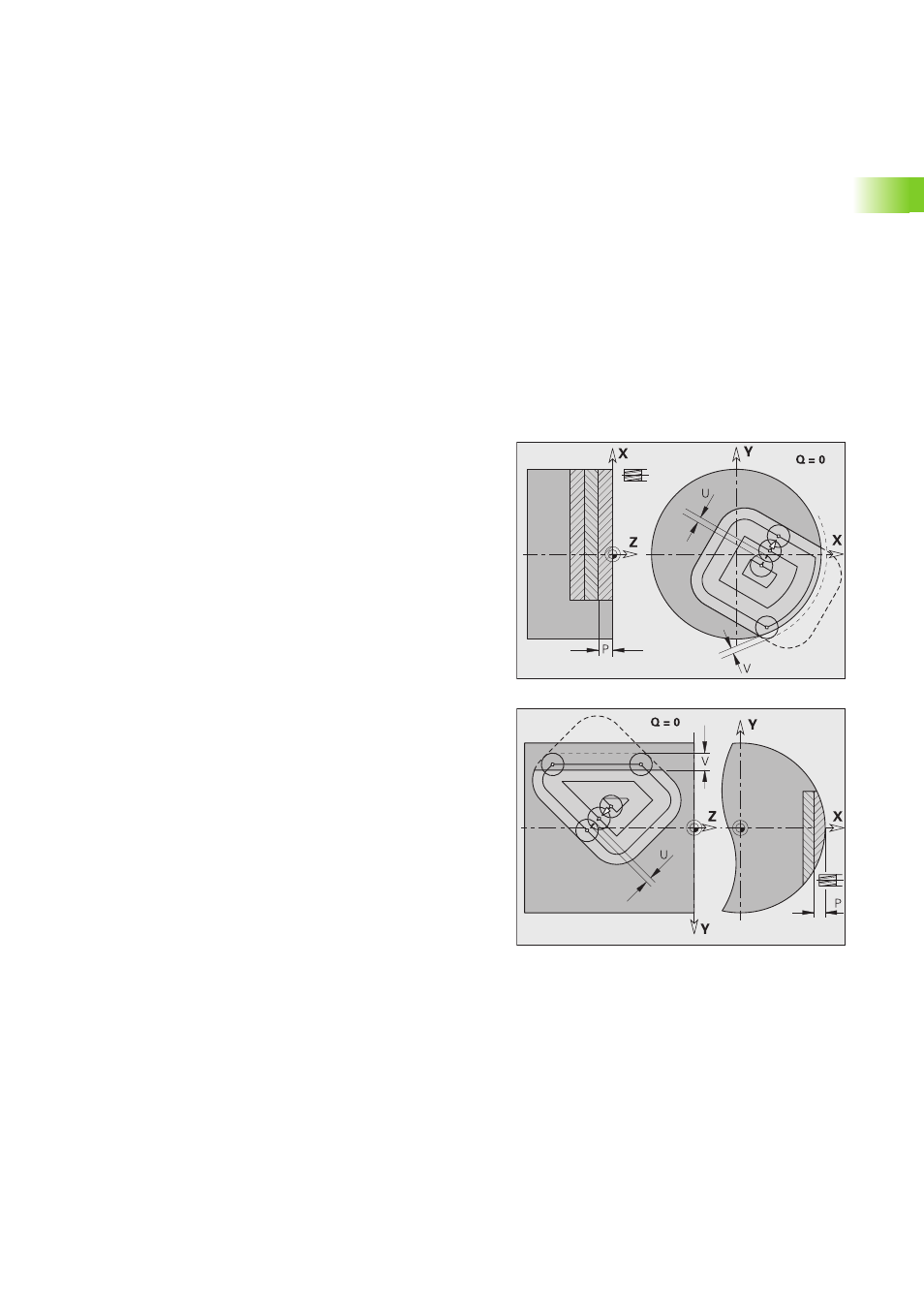
Fresatura di tasche finitura G846 (asse Y)
G846 finisce i profili chiusi definiti nel piano XY o YZ delle sezioni di
programma:
FACE_Y
REAR_Y
LATERAL_Y
La direzione di fresatura viene influenzata attraverso la "Direzione di
fresatura H", la "Direzione di lavorazione Q" e il senso di rotazione della
fresa.
Esecuzione del ciclo
1
La posizione di partenza (X, Y, Z, C) è la posizione prima del ciclo
2
Calcolo della configurazione di taglio (accostamento in piano,
accostamento in profondità); calcolo delle traiettorie con
penetrazione con pendolamento o elicoidale
3
Avvicinamento a distanza di sicurezza e accostamento per la
prima profondità di fresatura
4
Fresatura in un piano
5
Sollevamento a distanza di sicurezza, avvicinamento e
accostamento per la successiva profondità di fresatura
6
Ripetizione di 4...5, fino a quando la superficie completa è fresata
7
Ritorno secondo il "piano di ritorno J"
Parametri – Fresatura
NS
Numero di blocco – Riferimento alla descrizione del profilo
P
Profondità di fresatura (massima) (accostamento nel piano di
fresatura)
R
Raggio di avvicinamento/allontanamento (default: 0)
R=0: l'elemento di profilo viene avvicinato direttamente.
L'accostamento avviene sul punto di partenza sopra il piano
di fresatura, poi viene eseguito l'accostamento in profondità
perpendicolare.
R>0: la fresa percorre l'arco di avvicinamento/
allontanamento che si unisce tangenzialmente all'elemento
del profilo.
U
Fattore di sovrapposizione (minimo). Definisce la
sovrapposizione delle traiettorie di fresatura (default: 0,5).
Sovrapposizione = U*diametro fresa
V
Fattore di superamento, se il profilo di fresatura supera il
profilo di tornitura:
0: il profilo definito viene fresato completamente
0 < V <= 1: superamento = V*diametro fresa
H
Direzione di fresatura (default: 0)
H=0: discorde
H=1: concorde
F
Avanzamento per accostamento in profondità (default:
avanzamento attivo)