2 comando manuale e modo aut o matico – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 16
16
1
.2 Comando manuale e modo aut
o
matico
Il CNC PILOT
si sposta sulla posizione di cambio utensile
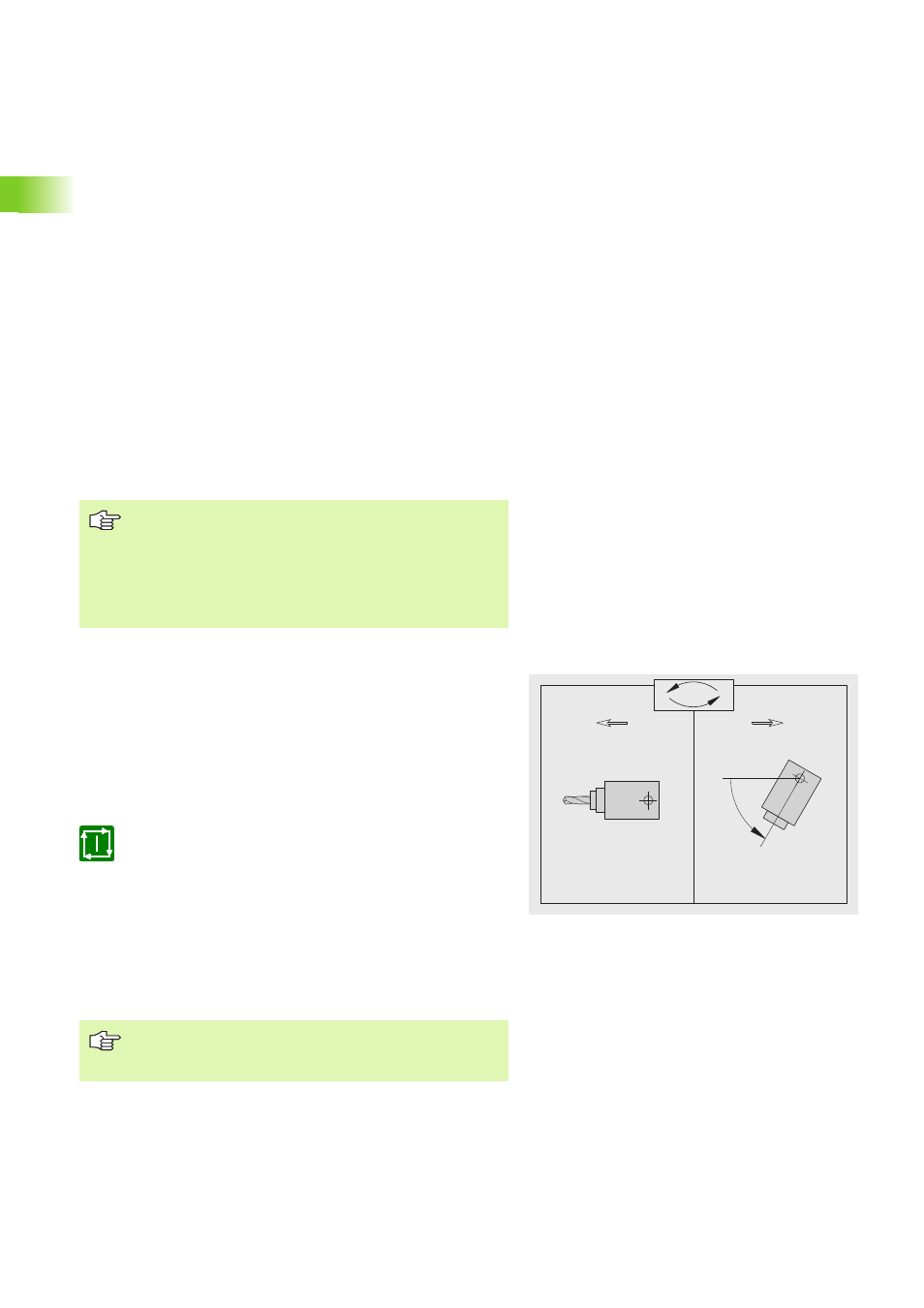
orienta l'asse B
ruota l'utensile su "normale" o "capovolto" (offset angolo di posizione C)
calcola i dati utensile tenendo conto dell'"orientamento O", della
posizione asse B e dell'angolo di posizione
regola il freno a ceppi
Deposita utensile di magazzino
La funzione "Deposita utensile di magazzino" riporta indietro l'utensile
dallo spazio di lavoro al magazzino. Successivamente il portautensili
ritorna sul punto di cambio utensile e orienta l'asse B sull'angolo
indicato.
U
Selezionare nel comando manuale "T > Magazzino > Deposita
utensile". Il controllo apre la finestra di dialogo "Magazzino: Deposita
utensile"
U
Inserire il parametro B "Angolo asse B" e chiudere la finestra di
dialogo. Il controllo carica il rispettivo programma NC.
U
Attivare il programma NC con Avvio ciclo
Il CNC PILOT
porta l'utensile nel magazzino
si sposta sulla posizione di cambio utensile
orienta l'asse B
H
Freno a ceppi
0: il freno viene bloccato in funzione del parametro di
utensile ("non motorizzato" viene bloccato; "motorizzato"
non viene bloccato)
1: il freno viene bloccato
2: il freno non viene bloccato
Con il disinserimento del controllo si perdono le
informazioni sull'utensile nel portautensili. HEIDENHAIN
raccomanda di rimuovere dallo spazio di lavoro gli
utensili di magazzino prima di disinserire.
Tenere presente nell'uso e nelle indicazioni: questa
funzione viene eseguita mediante un programma NC. Il
programma NC viene attivato con Avvio ciclo.
Parametri
B
T 0
M
Parametri
B
Angolo asse B. Angolo su cui l'asse B viene orientato.
Tenere presente nell'uso e nelle indicazioni: questa
funzione viene eseguita mediante un programma NC. Il
programma NC viene attivato con Avvio ciclo.