9 din plus: utensili di magazzino, Montaggio utensile di magazzino g714 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 44
44
1
.9 DIN PLUS: ut
ensili di mag
a
zzino
1.9 DIN PLUS: utensili di magazzino
Montaggio utensile di magazzino G714
La G714 include le seguenti funzioni:
Raggiungimento del punto cambio utensile
Riposizionamento nel magazzino dell'utensile attivo
Prelievo dal magazzino dell'utensile programmato
Orientamento dell'asse B sull'angolo programmato
Rotazione dell'utensile sull'"angolo di posizione" (su "normale" o
"capovolto")
Calcolo dei dati utensile in base all'"orientamento O", alla posizione
dell'asse B e all'angolo di posizione
Se programmata, attivazione della "correzione D" (additiva)
Impostazione del freno a ceppi come programmato
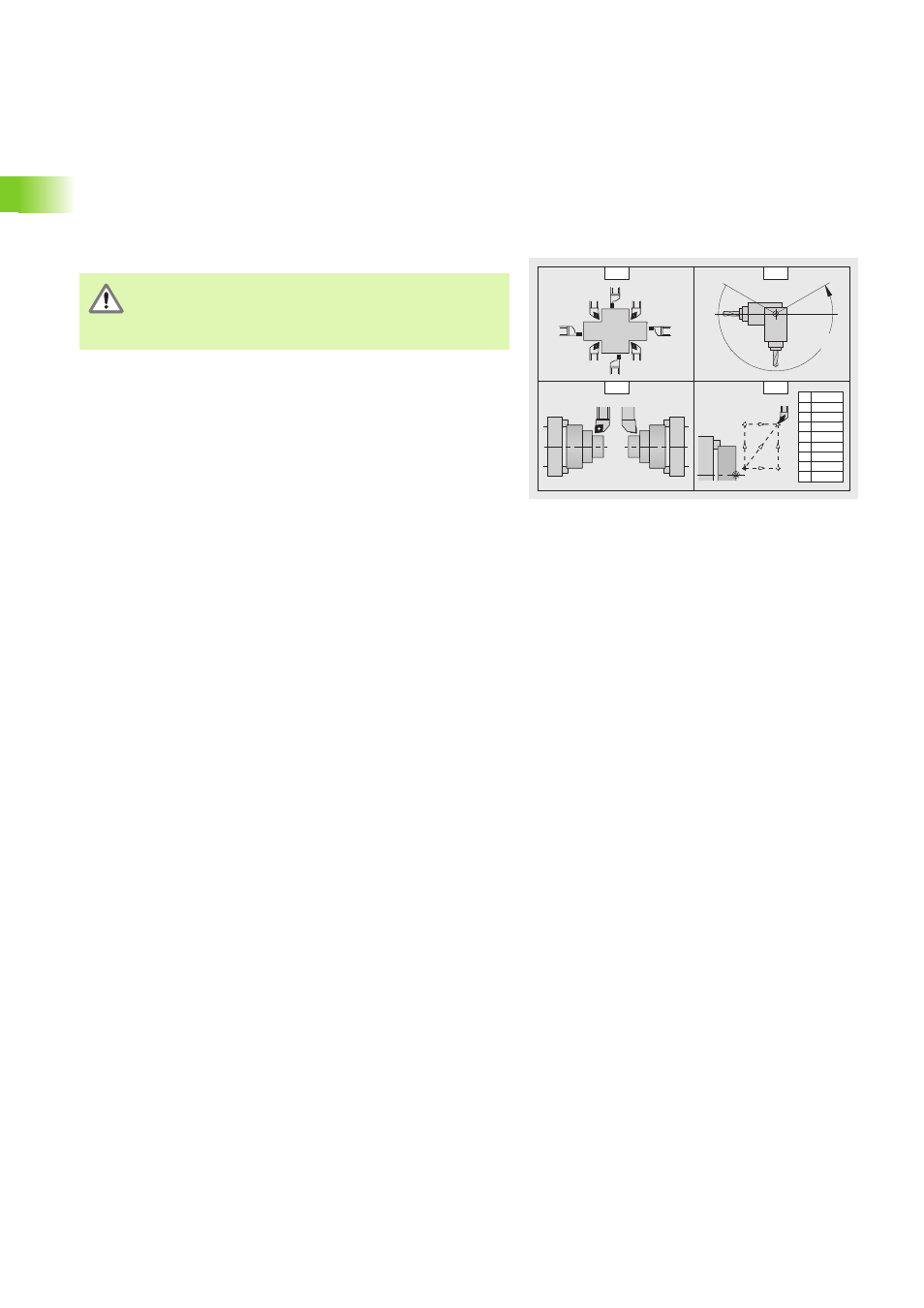
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
V
V X+Z+Y
V0 X + Z
V1 X, Z
V2 Z, X
V3 X
V4 Z
V5 Y
V6 X+Z+Y
V9
Il ciclo G714 viene adattato dal costruttore della macchina.
La seguente descrizione dei parametri e del ciclo può
differire dal funzionamento della propria macchina.
Consultare il manuale della macchina.
Parametri
ID
Numero identificativo dell'utensile di magazzino
Premendo il softkey "Proseg." il controllo visualizza la lista
MAGAZZINO A TAMBURO. Selezionare l'utensile desiderato
e confermarlo.
O
Orientamento nel caso di utensili da tornio. Posizione del
tagliente (vedere figura).
Posizioni utensile 1, 3, 5, 7: per utensili per sgrossatura,
finitura e per raccordare (gli utensili neutri vengono
riconosciuti in base all'angolo di registrazione)
Posizioni utensile 2, 4, 6, 8: per utensili troncatori e per
filettare (un utensile "destro" o "sinistro" viene definito nei
dati utensile)
B
Angolo asse B. Angolo su cui l'asse B viene orientato.
C
Offset angolo di posizione negli utensili da tornio
0°: posizione dell'utensile "normale"
180°: posizione dell'utensile "capovolto"
D
Correzione additiva (1..16). Attiva la correzione additiva. La
correzione additiva viene disattivata in occasione del
successivo cambio utensile (vedere G149).