Rotazione del piano di lavoro g16, 7 din plus: piani di la v o ro – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 41
HEIDENHAIN CNC PILOT 4290
41
1
.7 DIN PLUS: piani di la
v
o
ro
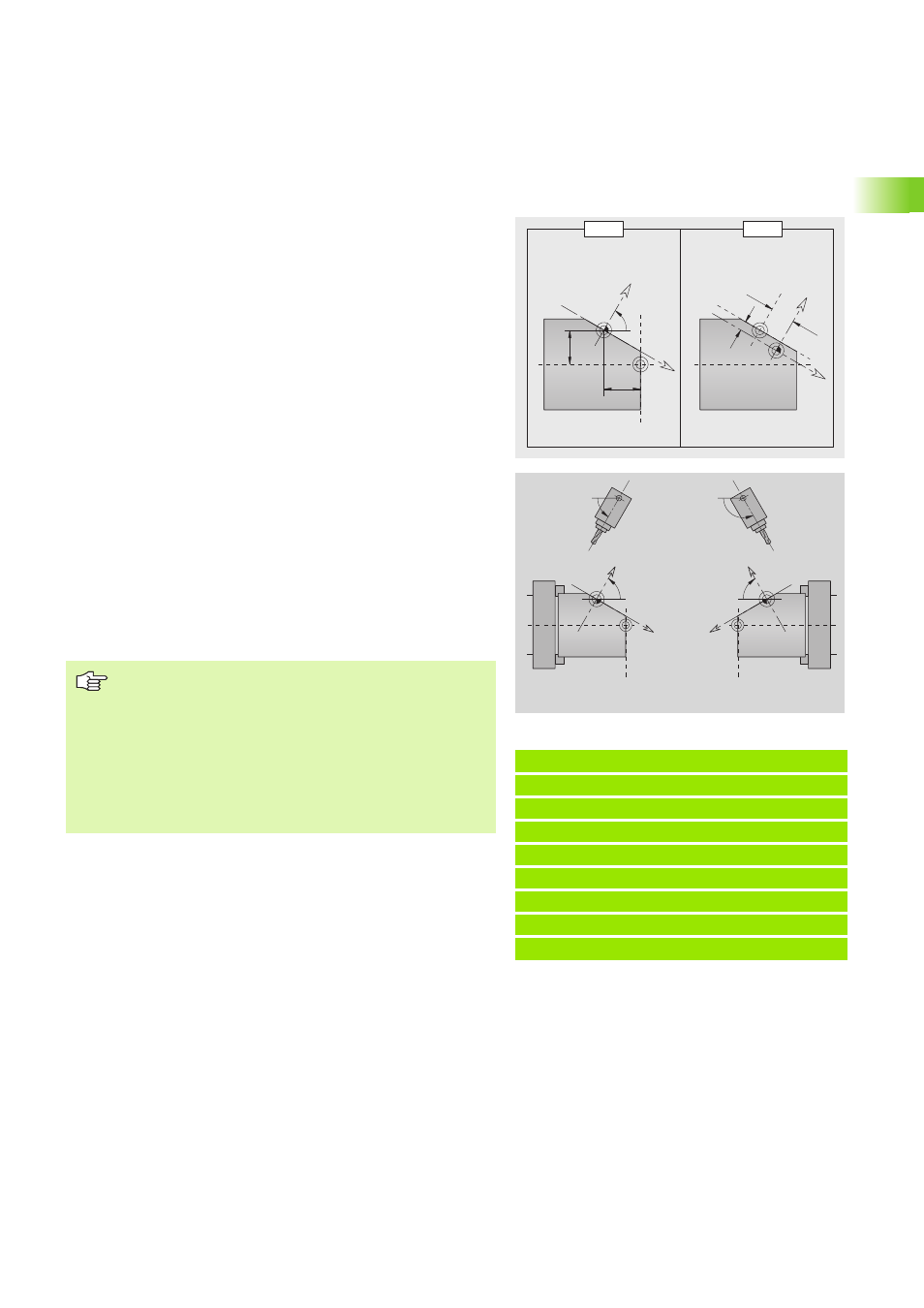
Rotazione del piano di lavoro G16
G16 esegue le seguenti trasformazioni e rotazioni:
Sposta il sistema di coordinate sulla posizione I, K
Ruota il sistema di coordinate dell'angolo B; origine: I, K
Se programmato, sposta il sistema di coordinate di U e W nel
sistema di coordinate ruotato
G16 Q0 ripristina il piano di lavoro. L'origine e il sistema di coordinate
che erano definiti prima di G16, ritornano validi.
G16 Q2 ritorna al precedente piano G16.
L'asse di riferimento per l'"angolo del piano B" è l'asse Z positivo.
Questo vale anche nel sistema di coordinate speculare.
Esempio: "G16"
. . .
MACHINING [ LAVORAZIONE ]
...
N.. G19
N.. G15 B130
N.. G16 B130 I59 K0 Q1
N.. G1 X.. Z.. Y..
N.. G16 Q0
. . .
X
U, W
B, I, K
K
I
Z
B
X
U
W
Z
Z
B
X
Z
B
X
Parametri
B
Angolo del piano; riferimento: asse Z positivo
I
Riferimento del piano in direzione X (quota radiale)
K
Riferimento del piano in direzione Z
U
Spostamento in direzione X
W
Spostamento in direzione Z
Q
Disattivazione/attivazione della rotazione del piano di lavoro
0: disattivazione della "Rotazione del piano di lavoro"
1: rotazione del piano di lavoro
2: ritorno al precedente piano G16
Importante
Nel sistema di coordinate orientato X è l'asse di
accostamento. Le coordinate X vengono quotate come
coordinate diametro.
La specularità del sistema di coordinate non ha alcuna
influenza sull'asse di riferimento dell'angolo di
orientamento ("angolo asse B" della G714).
Fino a quando è attiva G16, non sono ammessi altri
spostamenti dell'origine.