Correzioni nel modo automatico, 2 comando manuale e modo aut o matico – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 19
HEIDENHAIN CNC PILOT 4290
19
1
.2 Comando manuale e modo aut
o
matico
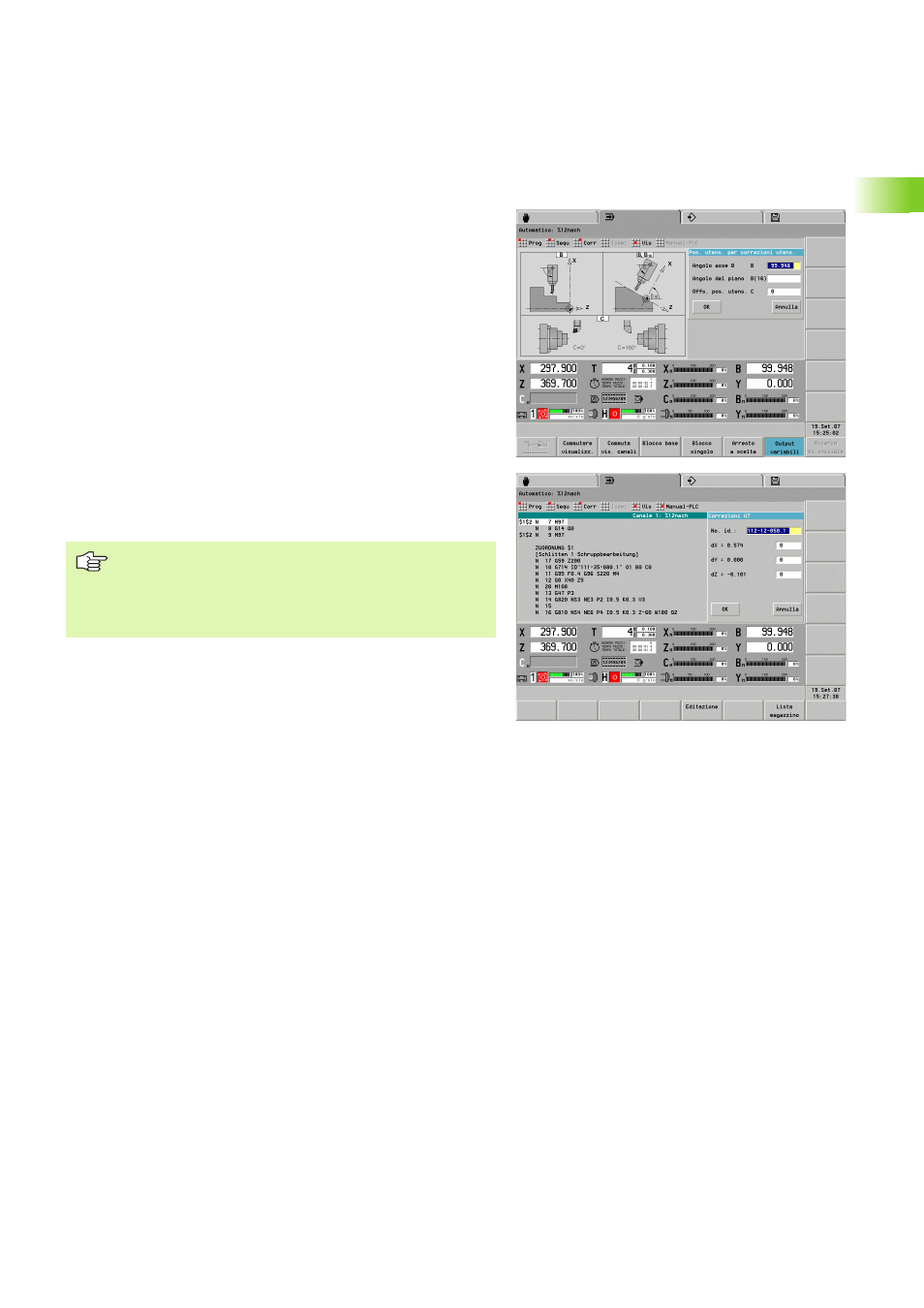
Correzioni nel modo automatico
Correzioni utensile: determinare i valori di correzione con l'angolo di
orientamento corrente dell'asse B e l'angolo di posizione dell'utensile.
Il controllo ricalcola le dimensioni per la posizione B=0 e le salva nella
banca dati utensili.
U
Selezionare "Corr(ezioni) > Correzioni utensile" nel
modo automatico. Il controllo apre la finestra di
dialogo "Posizione utensile per correzioni utensile".
U
Inserire i parametri e chiudere la finestra di dialogo
U
Il controllo visualizza nella finestra di dialogo
"Correzioni utensile" i valori di correzione, riferiti
all'angolo asse B indicato nella precedente finestra di
dialogo.
U
Inserire i nuovi valori di correzione
Il controllo visualizza nel campo "T" (display di macchina) i valori di
correzione riferiti all'angolo asse B corrente e all'angolo di posizione
dell'utensile.
Le correzioni additive sono indipendenti dai dati utensile. Le
correzioni agiscono in direzione X, Y e Z. L'orientamento dell'asse B
non ha alcuna influenza sulle correzioni additive.
Il CNC PILOT memorizza nella banca dati le correzioni
utensile insieme con gli altri dati utensili.
Se l'asse B viene orientato, il CNC PILOT tiene conto
delle correzioni utensile nel calcolo della posizione della
punta dell'utensile.