Fresatura filettatura piano xy g800, 1 1 din plus (asse y): cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 65
HEIDENHAIN CNC PILOT 4290
65
1
.1
1
DIN PLUS (asse Y): cicli di fr
esat
ur
a
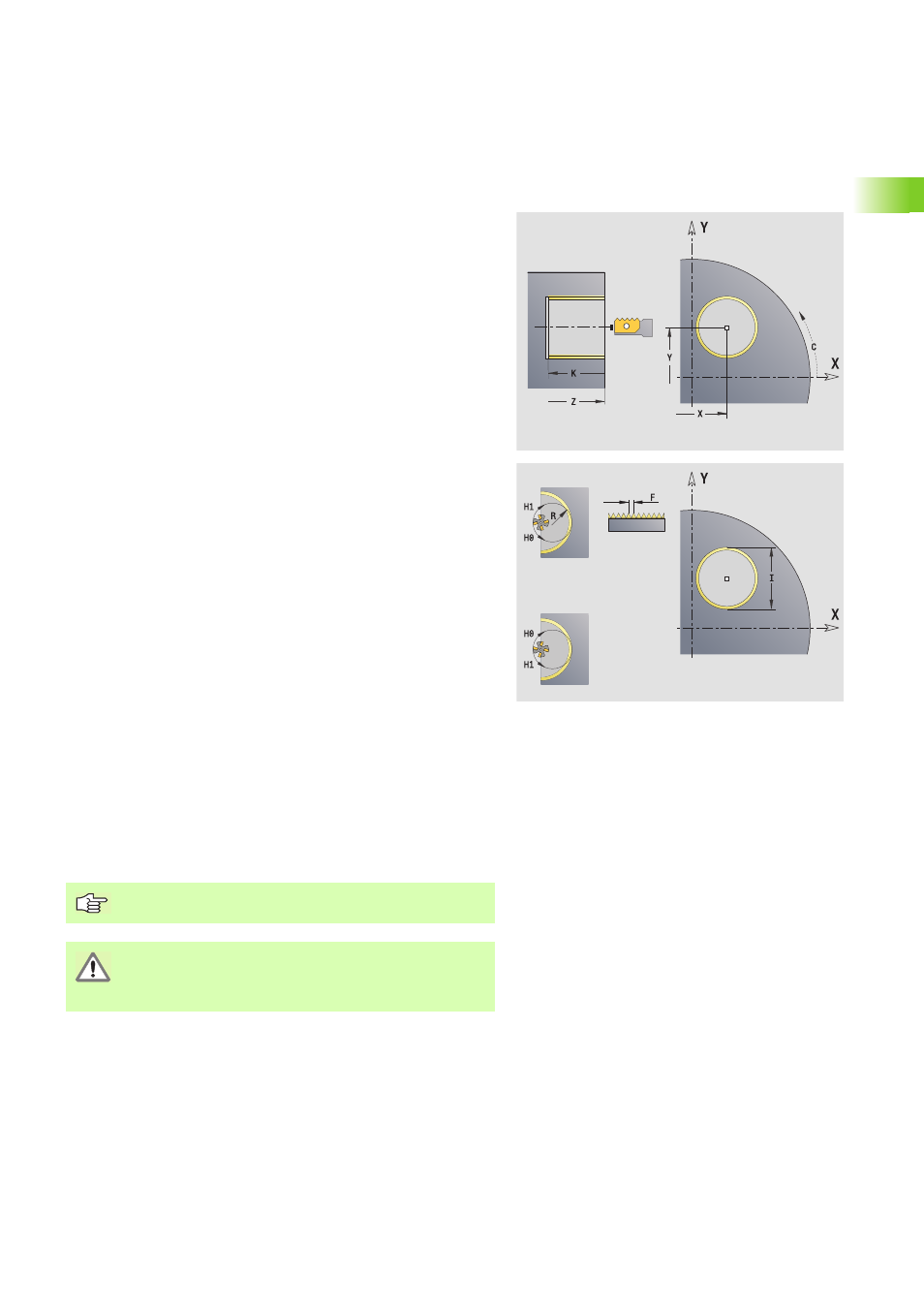
Fresatura filettatura piano XY G800
A partire dalla versione software 625 952-05: G800 fresa un filetto in
un foro esistente.
Il ciclo posiziona l'utensile all'interno del foro sul "Punto finale filetto".
Quindi l'utensile si avvicina con "Raggio di avvicinamento R“ e fresa il
filetto. Ad ogni giro l'utensile avanza del passo "F". Successivamente il
ciclo allontana l'utensile e lo riporta sul punto di partenza. Nel
parametro V si programma se il filetto viene fresato in un giro o con
utensili a un tagliante con diversi giri.
Parametri
X
Punto di partenza
Y
Punto di partenza
C
Punto di partenza
Z
Spigolo superiore fresatura
I
Diametro filetto
K
Profondità filetto
R
Raggio di avvicinamento
F
Passo filetto
J
Direzione di filettatura (default: 0)
0: filettatura destrorsa
1: filettatura sinistrorsa
H
Direzione di fresatura (default: 0)
0: discorde:
1: concorde
V
Uno/Molti
0: il filetto viene fresato in un giro di 360°
1: il filetto viene fresato in diversi giri (utensile a un
tagliente)
O
Freno mandrino (O viene considerato quando nel parametro
macchina 1019, .. è impostato il freno) – default: 0
0: con attivazione del freno mandrino
1: senza attivazione del freno mandrino
Per il ciclo G800 utilizzare utensili per fresare filetti.
Attenzione Pericolo di collisione
La profondità di foratura deve essere almeno di F/2
maggiore della profondità del filetto.