10 din plus: percorsi lineari e circolari, Fresatura: movimento lineare g1 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 49
HEIDENHAIN CNC PILOT 4290
49
1
.1
0
DIN PLUS: per
c
orsi linear
i e cir
c
olar
i
1.10 DIN PLUS: percorsi lineari e
circolari
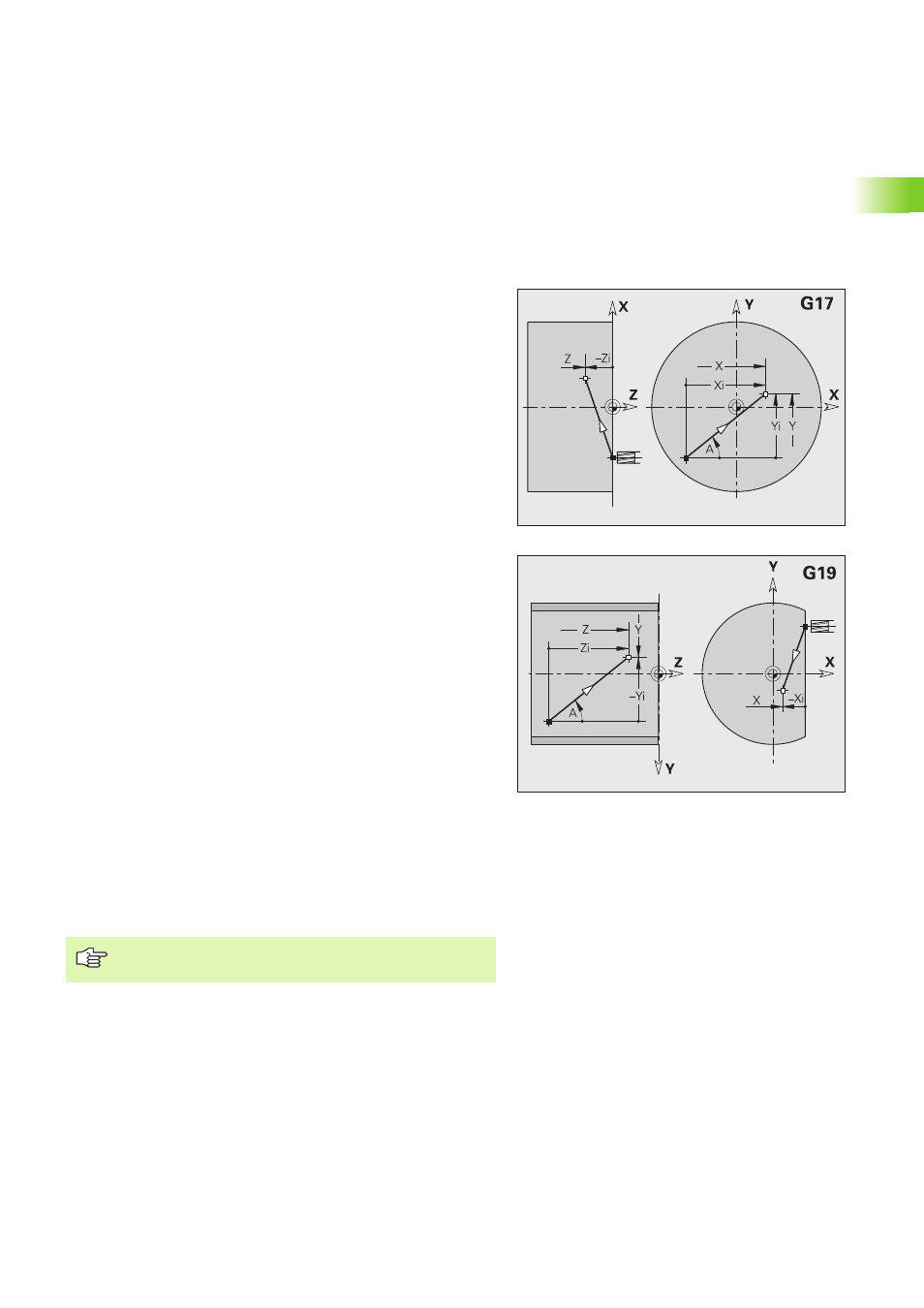
Fresatura: movimento lineare G1
L'istruzione G1 trasla con avanzamento lineare al "Punto finale". G1
viene eseguito in funzione del piano di lavoro:
G17 Interpolazione nel piano XY
Accostamento in direzione Z
Angolo A – Riferimento: asse X positivo
G18 Interpolazione nel piano XZ
Accostamento in direzione Y
Angolo A – Riferimento: asse Z negativo
G19 Interpolazione nel piano YZ
Accostamento in direzione X
Angolo A – Riferimento: asse Z positivo
Parametri
X
Punto finale (quota diametrale)
Y
Punto finale
Z
Punto finale
A
Angolo (riferimento: in funzione del piano di lavoro)
Q
Punto d'intersezione. Punto finale se l'elemento lineare
interseca un arco di cerchio (default: 0):
Q=0: punto d'intersezione vicino
Q=1: punto d'intersezione distante
B
Smusso/Arrotondamento. Definisce il raccordo con il
successivo elemento del profilo. Programmare il punto finale
teorico, se si indica uno smusso/arrotondamento.
Nessun inserimento: raccordo tangenziale
B=0: raccordo non tangenziale
B>0: raggio raccordo
B<0: larghezza smusso
E
Fattore di avanzamento speciale per smusso/arrotondamento
(default: 1)
Avanzamento speciale = avanzamento attivo * E (0 < E <= 1)
Programmazione X, Y, Z: assoluto, incrementale, di tipo
modale o "?"