Incisione piano xy g803, 1 1 din plus (asse y): cicli di fr esat ur a – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manuale d'uso
Pagina 63
HEIDENHAIN CNC PILOT 4290
63
1
.1
1
DIN PLUS (asse Y): cicli di fr
esat
ur
a
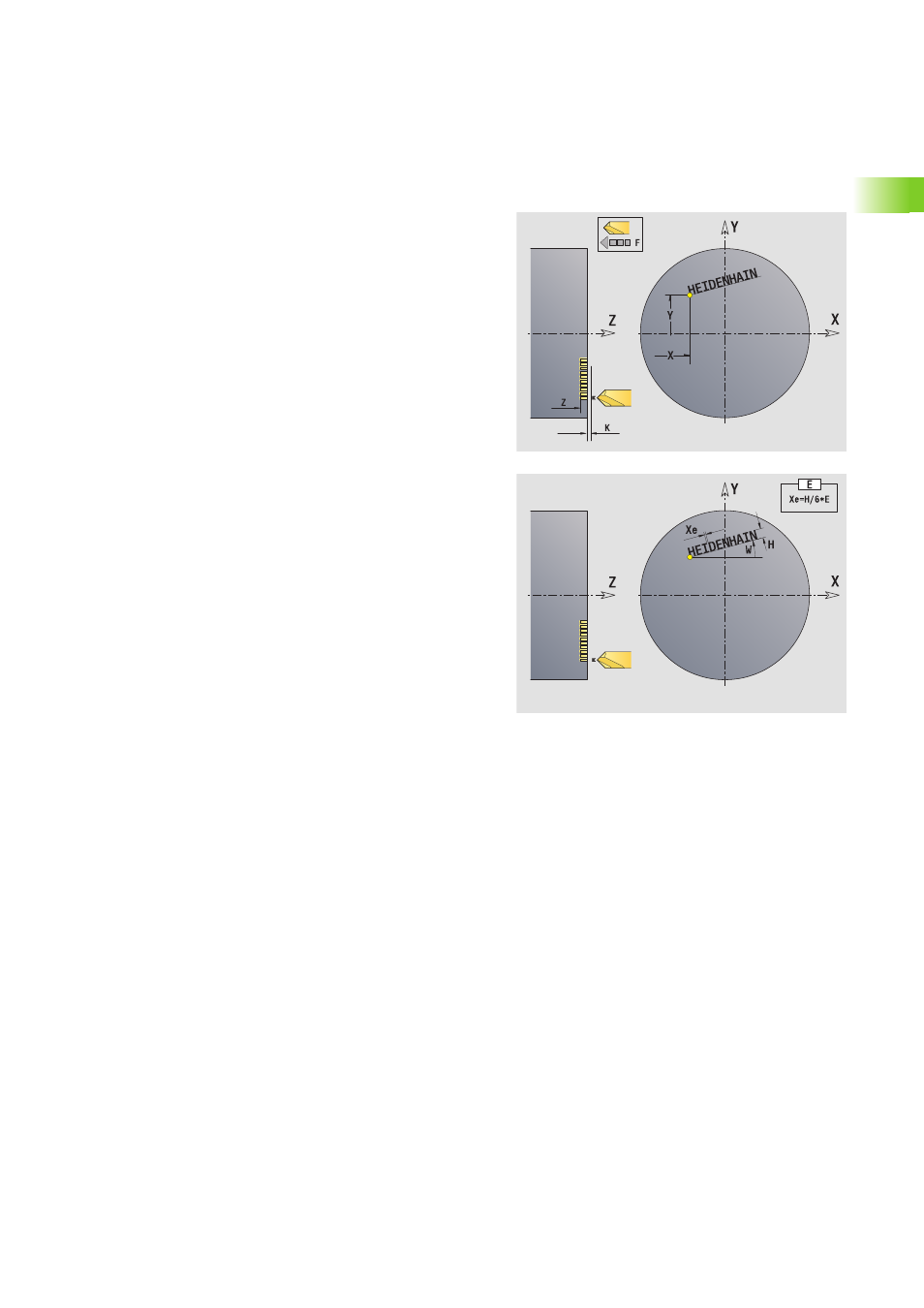
Incisione piano XY G803
G803 incide stringhe di caratteri in disposizione lineare nel piano YZ. Il
testo da incidere viene immesso come stringa di caratteri nel campo
"ID".
Le dieresi e i caratteri speciali che non possono essere immessi
nell'editor DIN vengono definiti carattere per carattere in "NS". Se in
"ID" è definito un testo e in "NS" un carattere, viene inciso prima il testo
e poi il carattere.
G803 incide dalla posizione di partenza, oppure dalla posizione
corrente se non è indicata una posizione di partenza.
Esempio: se si incide una stringa di caratteri con più chiamate,
impostare la posizione di partenza alla prima chiamata. Programmare
le chiamate successive senza posizione di partenza.
Tabella dei caratteri: vedere il manuale utente
Parametri
ID
Testo. Testo da incidere
NS
Numero di carattere. Codice ASCII del carattere da incidere
X
Diametro di partenza (quota diametrale)
Y
Punto di partenza
Z
Fondo di fresatura. Posizione Z a cui si deve accostare per la
fresatura.
K
Piano di ritorno. Posizione Z a cui si deve ritornare per il
posizionamento.
H
Altezza caratteri. Altezza dei caratteri in [mm]
W
Angolo di posizione della stringa di caratteri nella
rappresentazione lineare. Esempio: 0° = caratteri
perpendicolari; i caratteri vengono disposti in successione in
direzione X positiva.
E
Fattore di distanza. La distanza tra i caratteri viene calcolata
mediante la formula seguente: H / 6 * E
F
A partire dalla versione software 625 952-05
Fattore avanzamento per accostamento (avanzamento =
avanzamento corrente * F)