Esecuzione del ciclo, Per la programmazione – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 448
448
Cicli di tastatura: controllo automatico dei pezzi
16.1
1
MISURAZIONE COORDINA
T
A
(ciclo
427
, DIN/ISO:
G427)
16.11 MISURAZIONE COORDINATA
(ciclo 427, DIN/ISO: G427)
Esecuzione del ciclo
Il ciclo di tastatura 427 rileva una coordinata in uno degli assi
selezionabili e memorizza il relativo valore in un parametro di sistema.
Definendo nel ciclo i valori di tolleranza, il TNC effettua un confronto
tra i valori nominali e reali e memorizza lo scostamento in parametri di
sistema.
1
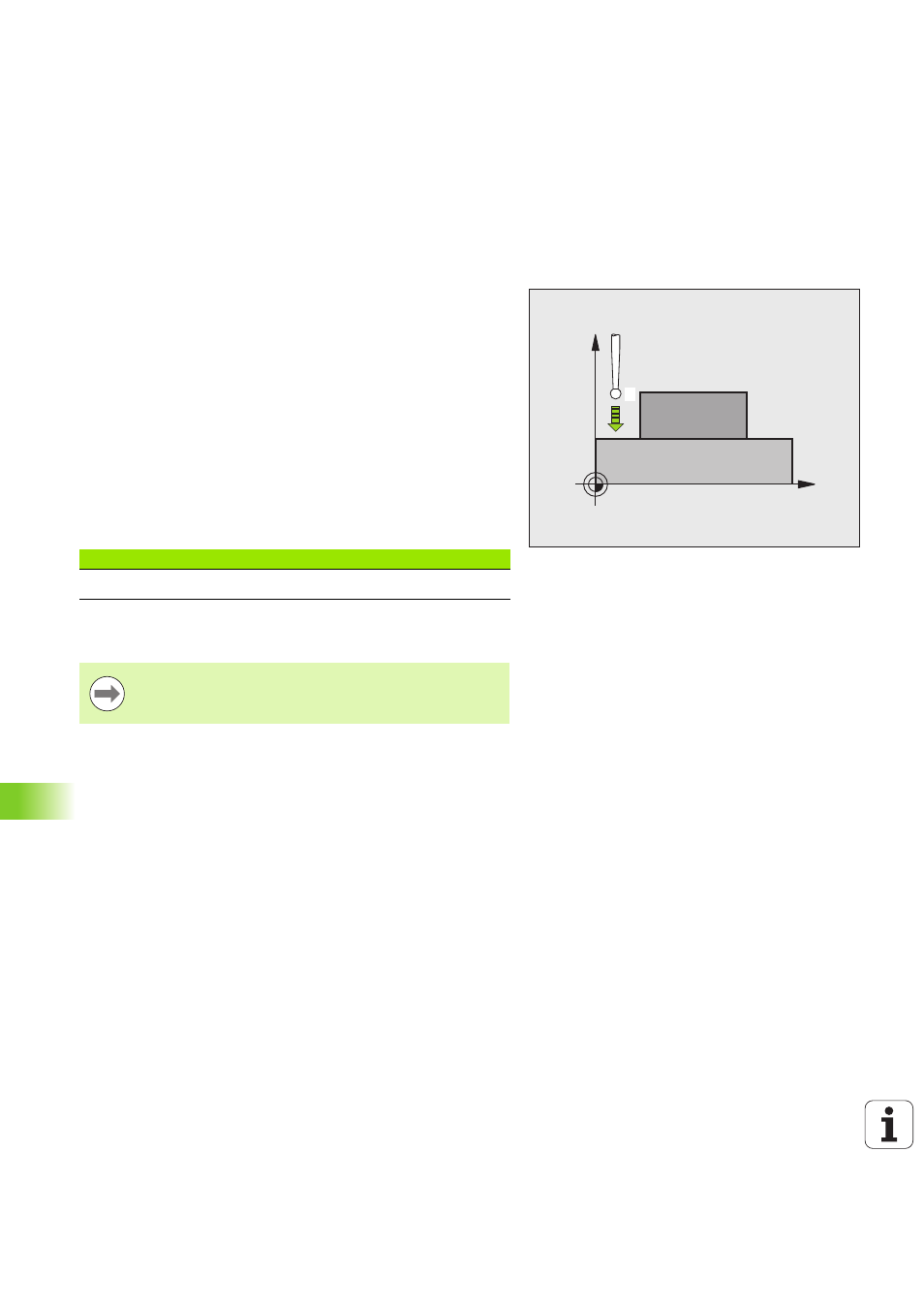
Il TNC posiziona il tastatore in rapido (valore da MP6150) e con la
logica di posizionamento (vedere "Esecuzione dei cicli di tastatura"
a pagina 336) sul punto da tastare
1
. Contemporaneamente, il TNC
sposta il tastatore della distanza di sicurezza in senso opposto alla
direzione di spostamento definita
2
Successivamente il tastatore si porta sul punto da tastare
1
programmato nel piano di lavoro e vi misura il valore reale nell'asse
selezionato
3
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza la coordinata rilevata nel seguente parametro Q:
Per la programmazione
X
Z
1
Numero parametro
Significato
Q160
Coordinata misurata
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.