Esecuzione del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 323
HEIDENHAIN iTNC 530
323
12.7 T
O
RNITURA IN INTERPOLAZIONE (opzione
sof
tw
a
re
, ciclo 290,
DIN/ISO:
G290)
12.7 TORNITURA IN
INTERPOLAZIONE
(opzione software, ciclo 290,
DIN/ISO: G290)
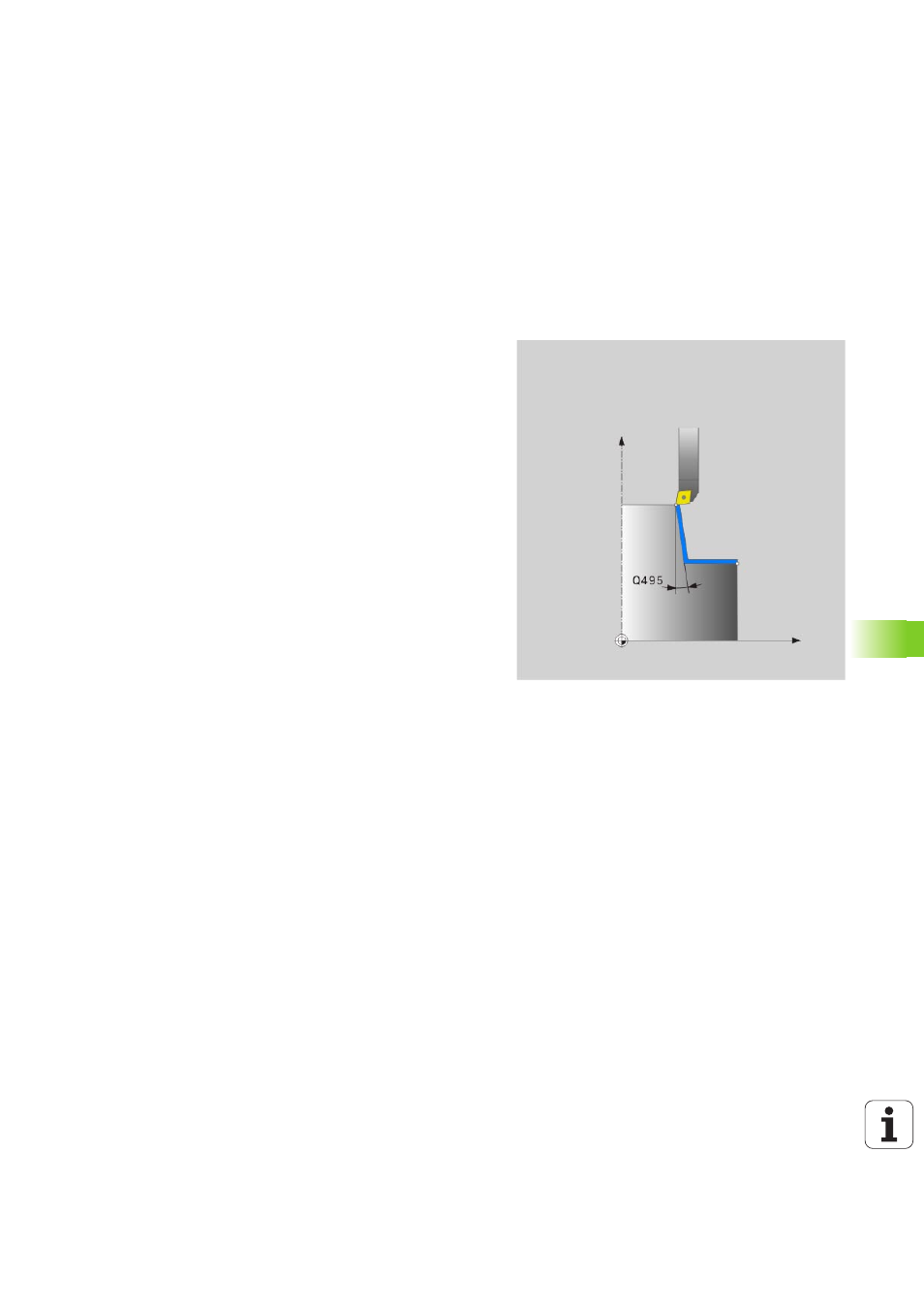
Esecuzione del ciclo
Questo ciclo consente di creare uno spallamento simmetrico alla
rotazione o una gola nel piano di lavoro definito da punto di partenza e
punto finale (vedere anche "Varianti di lavorazione" a pagina 327). Il
centro di rotazione è il punto di partenza (XY) alla chiamata del ciclo. Le
superfici di rotazione possono essere inclinate e arrotondate tra loro.
Le superfici possono essere create sia mediante tornitura di
interpolazione sia tramite fresatura.
Il pezzo non gira in caso di tornitura in interpolazione. L'utensile
esegue un movimento circolare negli assi principali X e Y. Allo stesso
tempo il TNC aggiorna il mandrino S in modo tale che il tagliente
dell'utensile da tornio è allineato sempre al centro di rotazione
dell'utensile. In questo modo è possibile impiegare il ciclo 290 anche
su una macchina a 3 assi.
Il centro della lavorazione non deve trovarsi al centro di una tavola
rotante. Il centro si definisce con la posizione dell’utensile al momento
della chiamata del ciclo.
1
Il TNC posiziona l'utensile ad altezza di sicurezza sul punto di
partenza della lavorazione. Questo risulta dal prolungamento
tangenziale del punto di partenza del profilo intorno alla distanza di
sicurezza.
2
Il TNC crea il profilo definito mediante tornitura di interpolazione.
Gli assi principali del piano di lavoro descrivono così un movimento
circolare, mentre l'asse del mandrino viene posizionato
perpendicolarmente alla superficie.
3
Sul punto finale del profilo il TNC sposta l’utensile in
perpendicolare intorno alla distanza di sicurezza.
4
Alla fine il TNC posiziona l'utensile all'altezza di sicurezza