Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 396
396
Cicli di tastatura: rilevamento automatico delle origini
15.1
0 ORIGINE SU CENTR
O
CER
C
HIO
DI FORI (ciclo 416, DIN/ISO:
G416)
Per la programmazione
Parametri ciclo
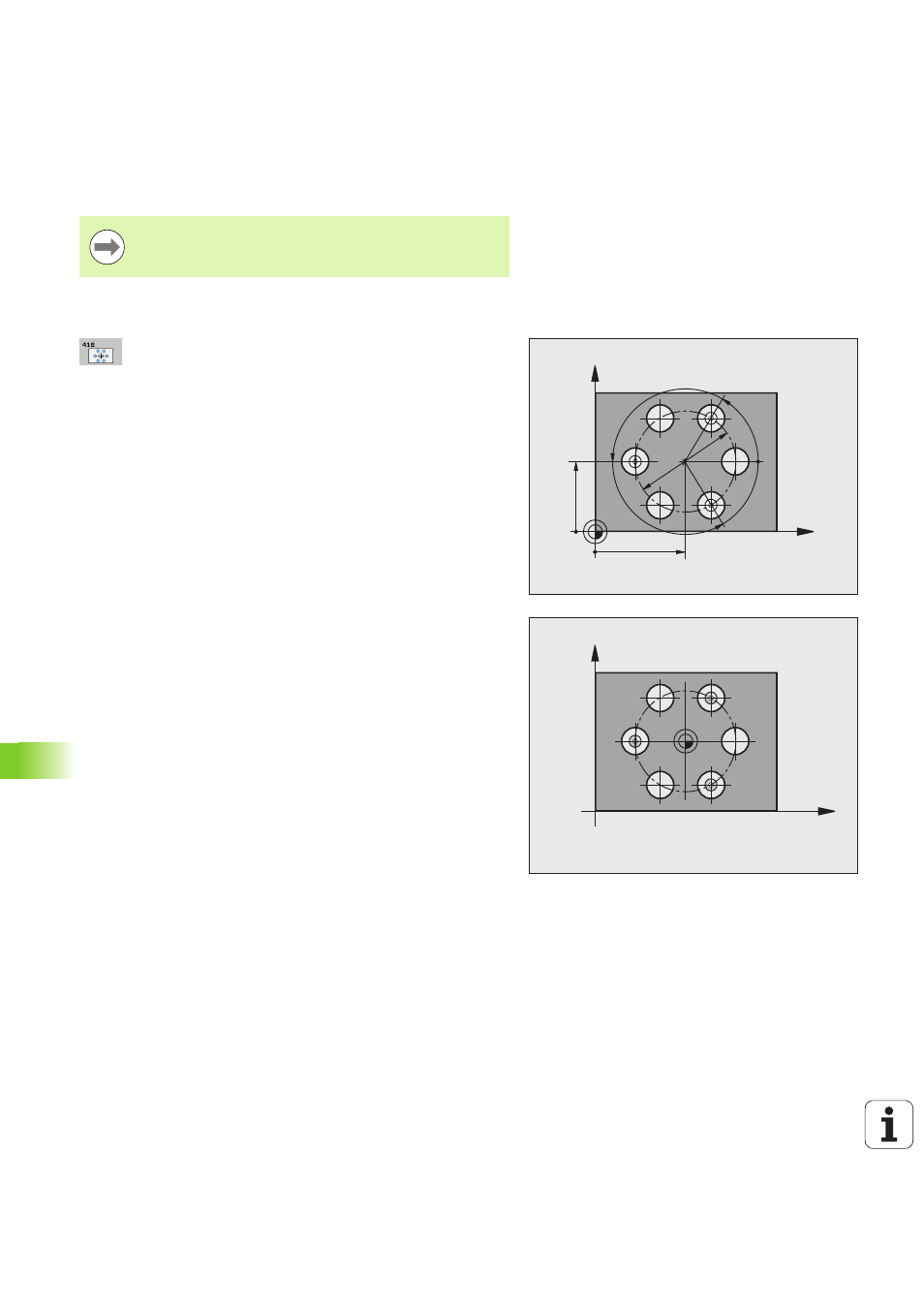
CENTRO 1º ASSE
Q273 (in valore assoluto): centro del
cerchio di fori (valore nominale) nell'asse principale
del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
CENTRO 2º ASSE
Q274 (in valore assoluto): centro del
cerchio di fori (valore nominale) nell'asse secondario
del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
DIAMETRO NOMINALE
Q262: inserire il diametro
approssimativo del cerchio di fori. Più piccolo è il
diametro del foro, tanto più precisa deve essere la
programmazione del diametro nominale. Campo di
immissione da 0 a 99999,9999
ANGOLO 1ª FORATURA
Q291 (in valore assoluto): angolo
in coordinate polari del centro del primo foro nel piano
di lavoro. Campo di immissione da -360,0000 a
360,0000
ANGOLO 2ª FORATURA
Q292 (in valore assoluto): angolo
in coordinate polari del centro del secondo foro nel
piano di lavoro. Campo di immissione da -360,0000 a
360,0000
ANGOLO 3ª FORATURA
Q293 (in valore assoluto): angolo
in coordinate polari del centro del terzo foro nel piano
di lavoro. Campo di immissione da -360,0000 a
360,0000
MIS. ALTEZZA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore, sul quale deve
essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
ALTEZZA DI SICUREZZA
Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999, in alternativa PREDEF
NUMERO IN TABELLA
Q305: indicare il numero della
tabella origini/tabella Preset nel quale il TNC deve
memorizzare le coordinate del centro del cerchio di
fori. Programmando Q305=0 e Q303=1, il TNC
imposta automaticamente la visualizzazione in modo
che l'origine si trovi nel centro del cerchio forato.
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y