HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 327
HEIDENHAIN iTNC 530
327
12.7 T
O
RNITURA IN INTERPOLAZIONE (opzione
sof
tw
a
re
, ciclo 290,
DIN/ISO:
G290)
Fresatura profilo
Se si inserisce Q444=0 è possibile fresare le superfici. Per questa
lavorazione si impiega una fresa con un raggio del tagliente (R2). Se
sulle superfici è presente un sovrametallo elevato, di norma è
possibile predisporle meglio con fresatura rispetto a tornitura di
interpolazione.
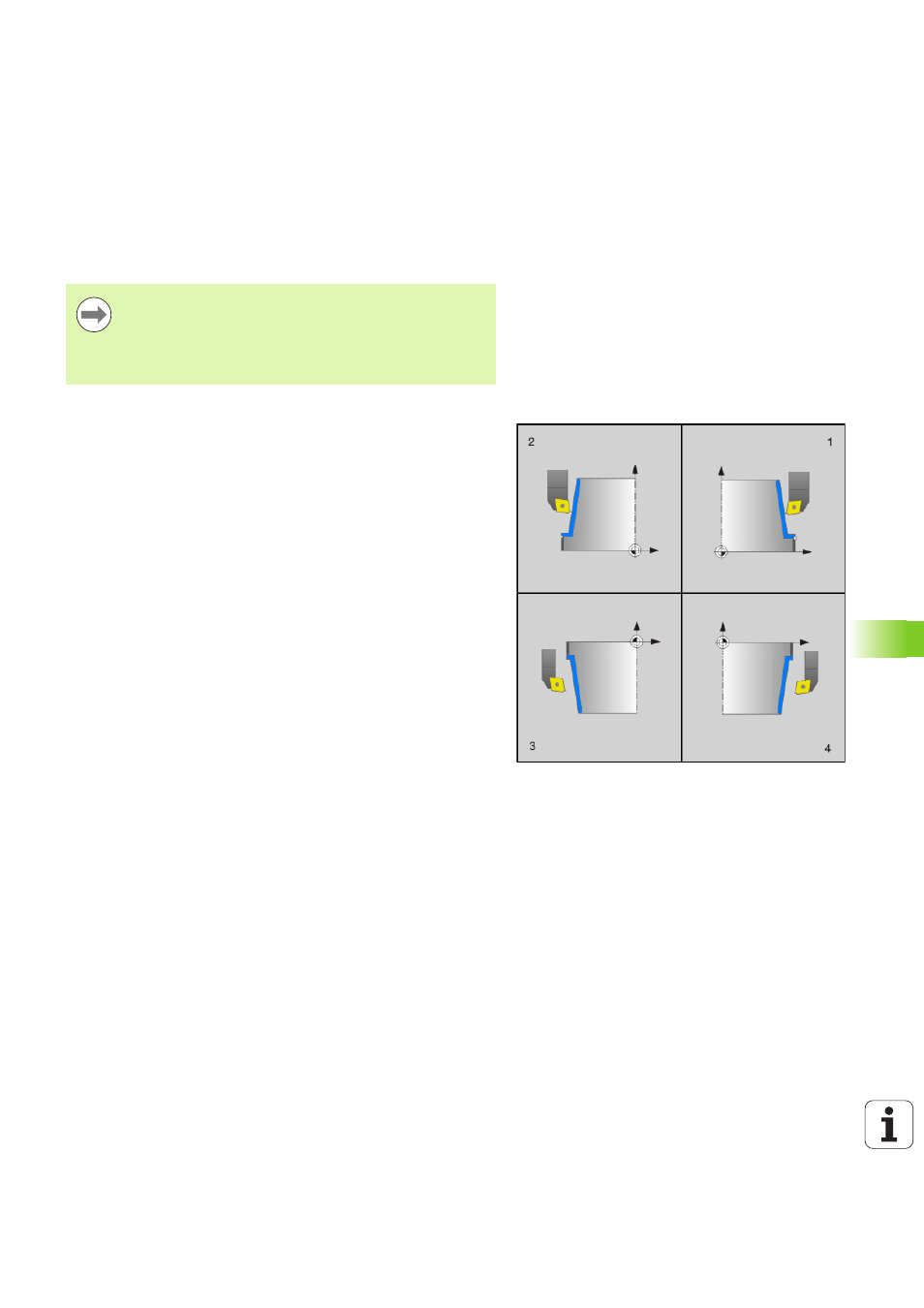
Varianti di lavorazione
Combinando i punti di partenza e finali con gli angoli Q495 e Q496
risultano le seguenti lavorazioni possibili:
Lavorazione esterna in quadrante 1 (1):
inserire l'angolo della superficie perimetrale Q495 positivo
inserire l'angolo della superficie piana Q496 negativo
inserire l'avvio del profilo X Q491 minore della fine del profilo X
Q493
inserire l'avvio del profilo Z Q492 maggiore della fine del profilo Z
Q494
Lavorazione interna in quadrante 2 (2):
inserire l'angolo della superficie perimetrale Q495 negativo
inserire l'angolo della superficie piana Q496 positivo
inserire l'avvio del profilo X Q491 maggiore alla fine del profilo X
Q493
inserire l'avvio del profilo Z Q492 maggiore della fine del profilo Z
Q494
Lavorazione esterna in quadrante 3 (3):
inserire l'angolo della superficie perimetrale Q495 positivo
inserire l'angolo della superficie piana Q496 negativo
inserire l'avvio del profilo X Q491 maggiore alla fine del profilo X
Q493
inserire l'avvio del profilo Z Q492 minore della fine del profilo Z
Q494
In fresatura il ciclo consente anche lavorazioni con diverse
passate.
Tenere presente che in fresatura la velocità di
avanzamento corrisponde all'indicazione in Q440 (velocità
di taglio). L'unità della velocità di taglio è metri al minuto.