6 isola rettangolare (ciclo 256, din/iso: g256), Esecuzione del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 162
162
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di scanalature
5.6 ISOLA RET
T
ANGOLARE (ciclo 256, DIN/ISO:
G256)
5.6 ISOLA RETTANGOLARE (ciclo
256, DIN/ISO: G256)
Esecuzione del ciclo
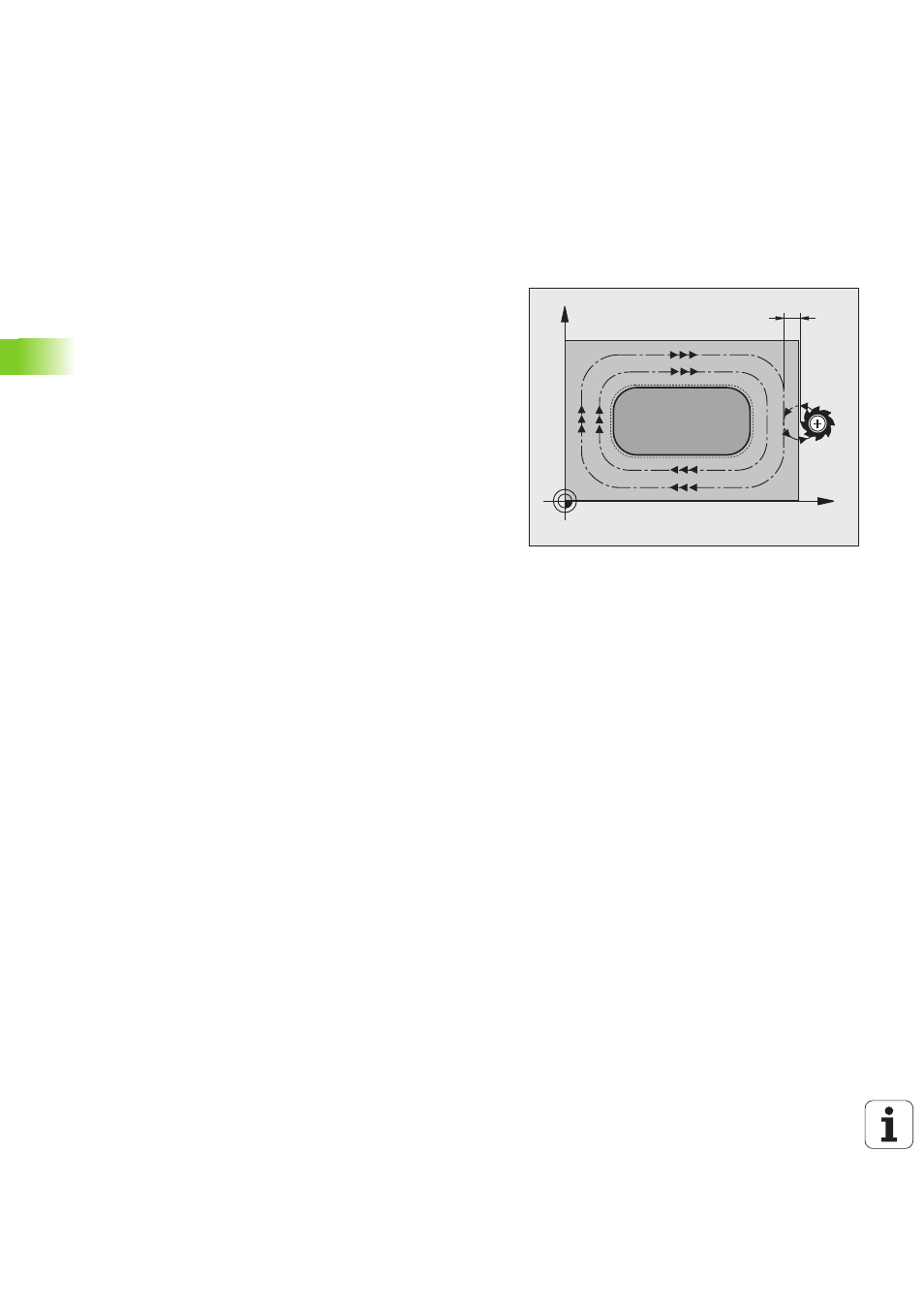
Con il ciclo 256 Isola rettangolare si può lavorare un'isola rettangolare.
Se la quota del pezzo grezzo è maggiore dell'accostamento laterale
massimo possibile, il TNC esegue più accostamenti laterali fino a
raggiungere la quota di finitura.
1
L'utensile inizia dalla posizione di partenza del ciclo (centro isola)
sulla posizione di partenza della lavorazione. La posizione di
partenza si definisce con il parametro Q437. La posizione di
partenza dell'impostazione standard (Q437=0) si trova 2 mm a
destra accanto all'isola grezza
2
Se l'utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC lo
porta in rapido FMAX alla DISTANZA DI SICUREZZA e da lì con
l'AVANZAMENTO INCREMENTO alla prima PROFONDITÀ
INCREMENTO
3
Successivamente l'utensile si posiziona in modo tangenziale al
profilo dell'isola ed esegue una contornatura.
4
Se la quota di finitura non può essere raggiunta con una sola
passata di contornatura, il TNC muove l'utensile lateralmente alla
profondità incremento attuale ed esegue un'altra contornatura. Il
TNC tiene conto della quota del pezzo grezzo, della quota di finitura
e dell'accostamento laterale ammesso. Questi passi si ripetono
fino al raggiungimento della quota di finitura definita. Se si
definisce il punto di partenza in un angolo (Q437 diverso da 0), il
TNC esegue la fresatura a spirale dal punto di partenza verso
l'interno fino alla quota finita
5
Se sono necessari ulteriori accostamenti, l'utensile si stacca
tangenzialmente dal profilo, ritornando al punto di partenza della
lavorazione dell'isola
6
Successivamente il TNC posiziona l'utensile sulla successiva
profondità incremento e lavora l'isola a tale profondità
7
Questa procedura si ripete fino al raggiungimento della profondità
programmata dell'isola
8
Il TNC posiziona l'utensile a fine ciclo esclusivamente nell'asse
utensile all'altezza di sicurezza definita nel ciclo. La posizione finale
non coincide quindi con la posizione di partenza
X
Y
2mm