Parametri ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 168
168
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di scanalature
5.7 ISOLA CIR
C
OLARE (c
iclo 257
, DIN/ISO:
G257)
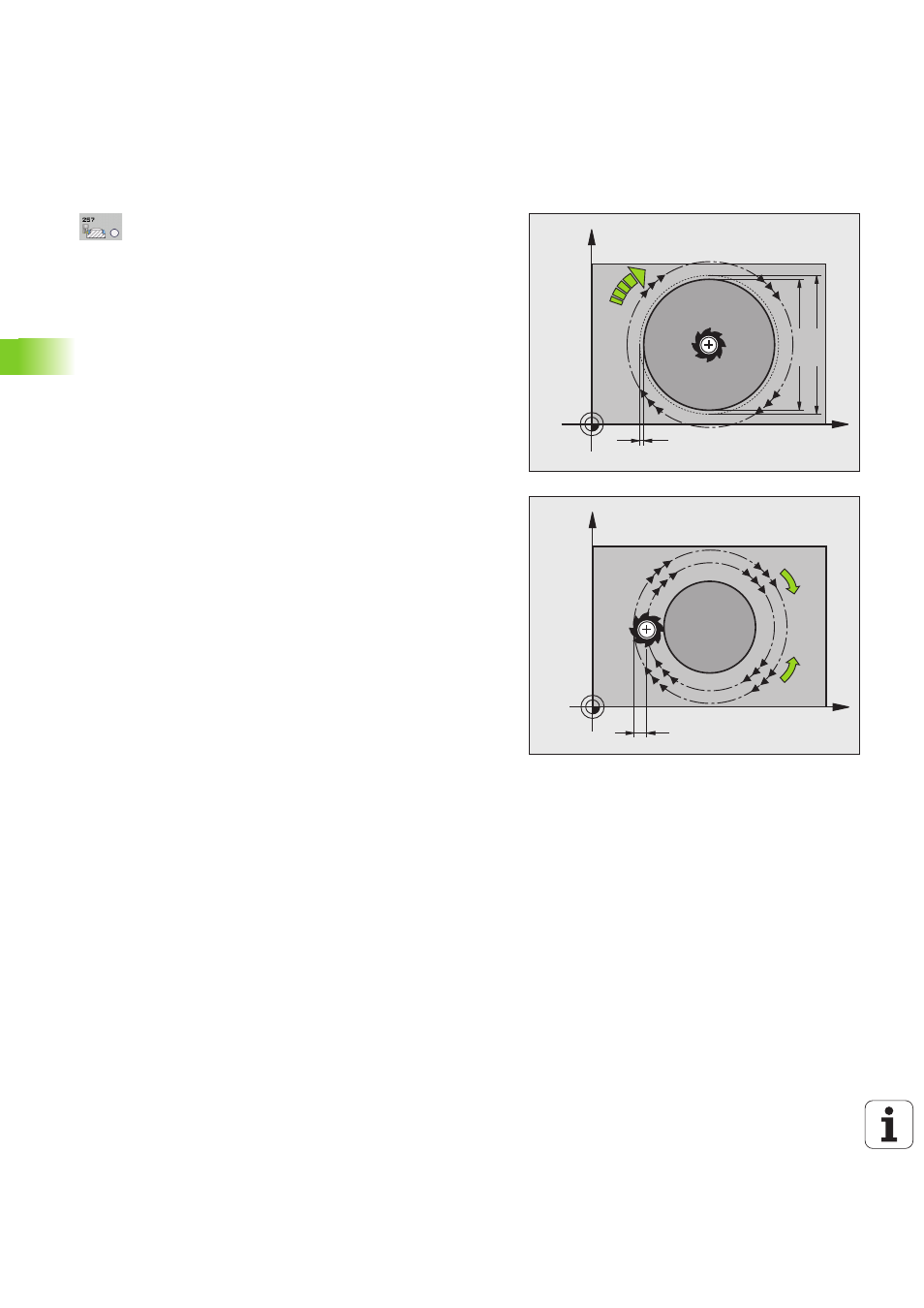
Parametri ciclo
DIAMETRO PEZZO FINITO
Q223: diametro dell'isola
finita. Campo di immissione da 0 a 99999,9999
DIAMETRO PEZZO GREZZO
Q222: diametro del pezzo
grezzo. Inserire il diametro del pezzo grezzo maggiore
del diametro del pezzo finito. Il TNC esegue più
accostamenti laterali, se la differenza tra diametro del
pezzo grezzo e diametro del pezzo finito è maggiore
dell'accostamento laterale ammesso (raggio utensile
per sovrapposizione traiettorie Q370). Il TNC calcola
sempre un accostamento laterale costante. Campo di
immissione da 0 a 99999,9999
QUOTA DI FINITURA LATERALE
Q368 (in valore
incrementale): sovrametallo di finitura nel piano di
lavoro. Campo di immissione da 0 a 99999,9999
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante la fresatura in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FAUTO, FU, FZ
MODO FRESATURA
Q351: tipo della lavorazione di
fresatura con M3:
+1 = concorde
–1 = discorde
in alternativa PREDEF
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1