10 contornatura profilo (ciclo 25, din/iso: g125), Esecuzione del ciclo – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 206
206
Cicli di lavorazione: profilo tasca, profili sagomati
7.
1
0
CONT
ORNA
TURA PR
OFIL
O (ciclo 25, DIN/ISO:
G125)
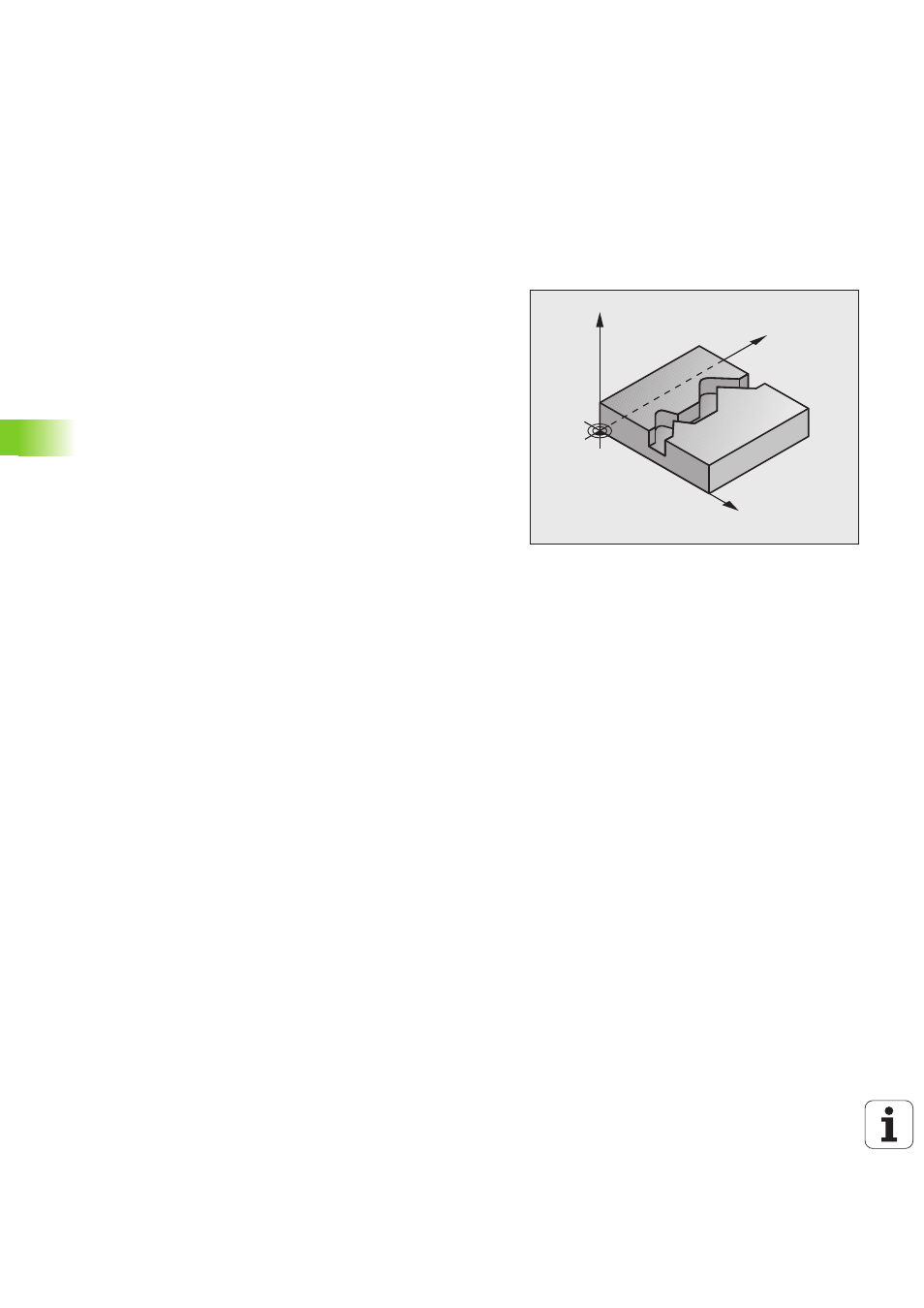
7.10 CONTORNATURA PROFILO
(ciclo 25, DIN/ISO: G125)
Esecuzione del ciclo
Con questo ciclo, assieme al ciclo 14 PROFILO, è possibile lavorare
profili aperti e chiusi.
Il ciclo 25 CONTORNATURA PROFILO offre, rispetto alla lavorazione di un
profilo con blocchi di posizionamento, notevoli vantaggi:
Il TNC controlla nella lavorazione che non si verifichino spogliature o
danneggiamenti del profilo. Possibilità di controllo del profilo con
test grafico
Se il raggio dell'utensile è troppo grande, è eventualmente possibile
rifinire gli spigoli interni del profilo con l'identificazione automatica
del materiale residuo.
La lavorazione può essere eseguita interamente con fresatura
concorde o discorde. Il modo di fresatura rimane invariato perfino in
caso di lavorazione speculare dei profili in un asse.
In caso di più accostamenti il TNC può spostare l'utensile in avanti e
indietro (pendolamento): si riduce così il tempo di lavorazione
Possibilità di definizione di quote di sovrametallo per poter sgrossare
e rifinire il profilo in più passate di lavorazione
Con il ciclo 270 DATI CONTORNATURA PROFILO è possibile
impostare con praticità il comportamento del ciclo 25
Y
X
Z