Hypertherm THC ArcGlide Manuale d'uso
Pagina 85
ArcGlide THC
Manuale di istruzioni
2-51
INSTALLAZIONE
I/O controllo numerico discreto
Tutti i segnali delle interfacce discrete necessarie tra il modulo di controllo e il controllo numerico sono indicati con un
asterisco (*) nella seguente tabella. Tutti gli altri segnali sono opzionali per il funzionamento con più torce, l'incremento
delle prestazioni o la riduzione dei tempi del ciclo. Gli ingressi hanno due diverse modalità selezionabili tramite gli
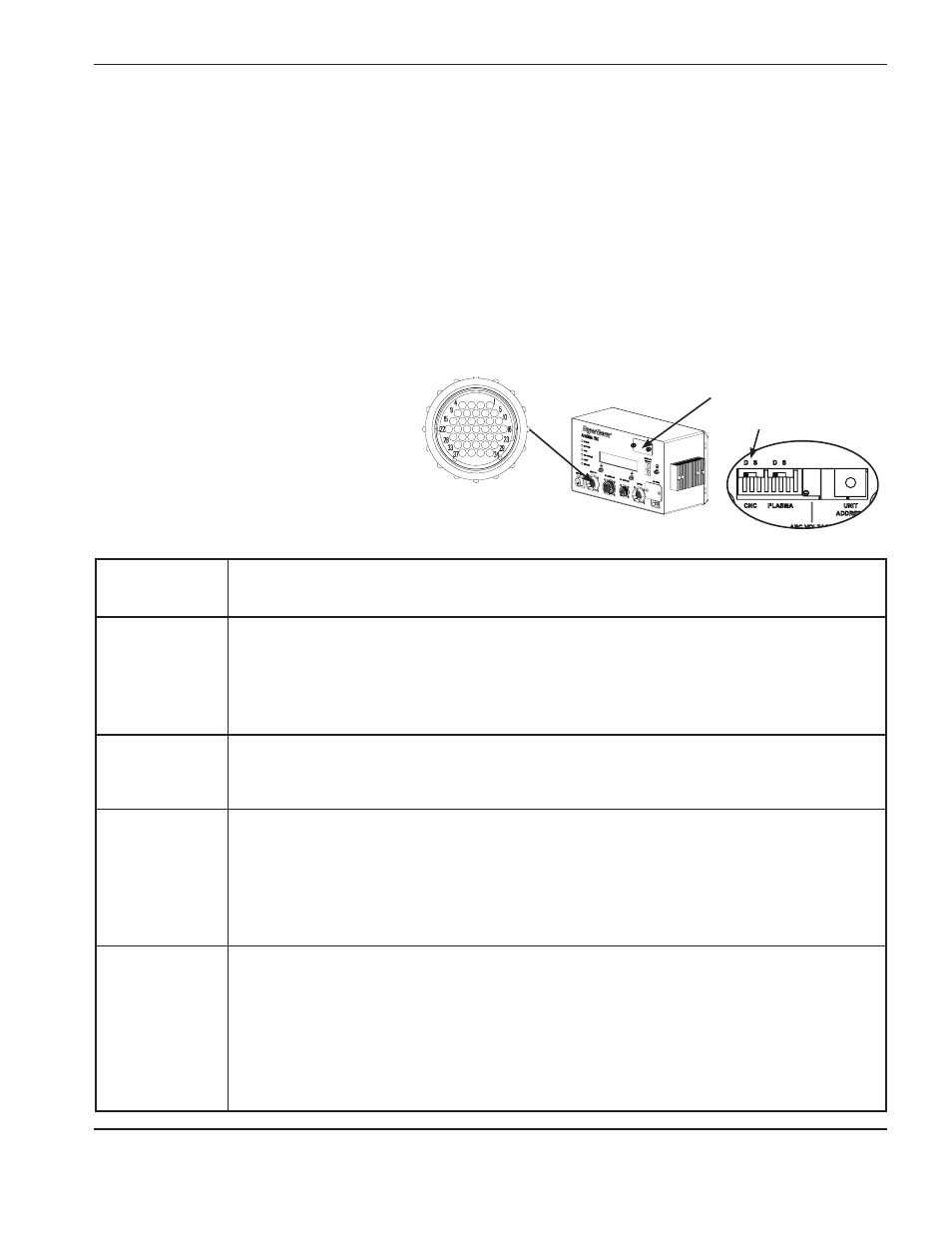
interruttori dietro lo sportello di calibrazione e configurazione. Gli ingressi possono essere configurati come contatti
isolati (senza tensione esterna) o come ingressi con una tensione positiva.
Se l'interfaccia del controllo THC è configurata con contatti isolati, il funzionamento dei LED sull'interfaccia plasma
discreta è invertito e i LED si spengono quando l'ingresso è attivo. Con gli ingressi alimentati, i LED si accendono
quando l'ingresso è attivo.
Nota: Se si usa l'interfaccia Hypernet per il controllo numerico, solo l'ingresso dell'interruttore di sicurezza deve
essere collegato a questo connettore. Se si usano segnali discreti, è necessario collegare i segnali discreti
necessari su questo connettore.
I/O del
controllo
numerico
Descrizione
Controllo di taglio*
È un segnale obbligatorio. Si tratta di un'uscita dal controllo numerico e di un ingresso nell'ArcGlide.
Il controllo numerico deve attivare questo segnale per iniziare un taglio plasma. Questo segnale
attiva l'intero processo di rilevamento dell'altezza iniziale (IHS), avvio e movimento plasma e controllo
automatico della tensione (AVC) seguito dalla risalita della torcia al termine del taglio quando
il segnale viene eliminato. Questo segnale deve essere mantenuto durante il taglio plasma.
Ingresso
guadagno basso
Questo ingresso riduce automaticamente il guadagno del controllo automatico di tensione (AVC)
per la marcatura. Ciò migliora la stabilità del controllo di altezza durante la marcatura
Disattivazione
altezza torcia*
Questo è un segnale di ingresso opzionale sull'ArcGlide. Quando è attivo, questo segnale disattiva
temporaneamente il controllo di altezza torcia e forza la torcia a mantenere la sua altezza. Tale
segnale si usa principalmente per disattivare il controllo di altezza sugli angoli o quando la velocità
della macchina non è quella ottimale per il taglio. Questo segnale migliora le prestazioni di taglio
disattivando il controllo di altezza quando la macchina rallenta in prossimità degli angoli. In questo
modo si migliora la qualità di taglio degli angoli e si impedisce che la torcia "cada" sulla lamiera.
Mantenimento
innesco
Questo è un ingresso opzionale nell'ArcGlide che consente l'accensione sincronizzata di più torce.
Per le installazioni con una sola torcia, questo segnale è opzionale, ma consigliato. Il controllo
numerico deve attivare questo segnale per ritardare l'accensione della torcia plasma fino a che
tutte le torce attive, in una configurazione con più torce, non hanno completato la loro sequenza di
rilevamento dell'altezza iniziale (IHS) e non sono in posizione e pronte per l'accensione. A questo
punto tutte le torce attive restituiscono un segnale di IHS completato al controllo numerico
e quest'ultimo interrompe tutti i segnali di ingresso di mantenimento accensione per consentire
a tutte le torce plasma di accendersi contemporaneamente.
Questo connettore è dotato
di un anello giallo.
Sportello di calibrazione e configurazione
Interruttori di ingresso
isolato o in tensione