Piano di lavoro (ciclo 19, opzione software 1), Pag. 96 – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Manuale d'uso
Pagina 96
96
I cicli per la c
o
nversione
di
co
or
dinat
e
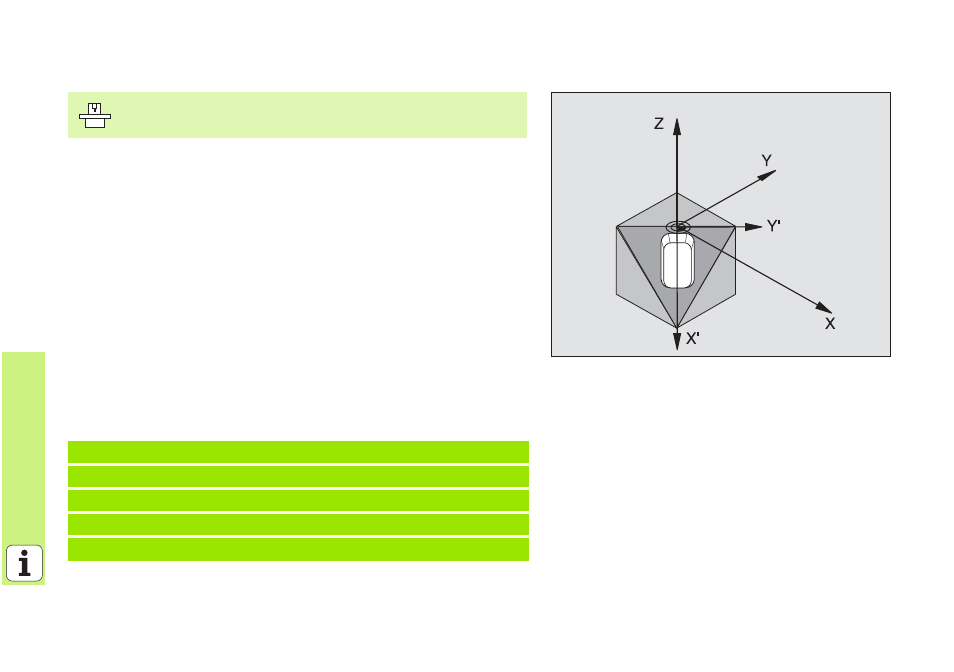
PIANO DI LAVORO (ciclo 19, opzione software 1)
Il ciclo 19 PIANO DI LAVORO supporta il lavoro con teste o tavole orientabili.
8
Chiamare l’utensile
8
Disimpegnare l’utensile nell’asse utensile (evita una collisione)
8
Event. posizionare gli assi di rotazione sull’angolo richiesto con un
blocco L
8
CYCL DEF: Selezionare il ciclo 19 PIANO DI LAVORO
8
Inserire l’angolo di rotazione del corrispondente asse oppure l’angolo
solido
8
Event. inserire l’avanzamento degli assi di rotazione nel
posizionamento automatico
8
Event. inserire la distanza di sicurezza
8
Attivazione della correzione: spostare tutti gli assi
8
Programmare la lavorazione come se il piano non fosse ruotato
Reset del ciclo rotazione del PIANO DI LAVORO: Nuova definizione del
ciclo con angolo di rotazione 0.
La macchina e il TNC devono essere predisposti per la
rotazione del PIANO DI LAVORO dal Costruttore.
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 PIANO DI LAVORO
8 CYCL DEF 19.1 B+10 C+90 F1000 DIST 50